磨齿砂轮选择的一般原则

3、其它:我公司为湖北二汽某单位生产的特殊规格 SG 砂轮(规格分别为:
,我公司为洛阳某公司生产的磨齿机专用SG 砂轮
),为湖南某公司生产的磨齿机专用 SG 砂 ),为上海某公司生产的蜗杆磨专用 SG 砂 ),为广州某公司生产的磨胶车昆专用SG 大气孔砂轮 P400*40*203-3SG60HV N330*89*269-5SG60JV PSX1350*32*127-3SG60JV PSX1350*26*127-3SG60KV P400*100*101.4-3SG60JV P350*40*127-3SG60HV N312*89*269-5SG60JV 及 (具体规格为: 轮(规格为: 轮(规格为: (具体规格为: 等),为中国一航北京航材院专门研制生产的磨钛合金专用
SG 砂轮,从根本上解决了世界上磨削钛合金的技术难题,……,在以上当中所有生产厂家都对我公司生产的 SG 砂轮 有着极高的评价,尤其是磨削效率及使用的综合成本上,都达到或高于进口产品水平。
磨齿砂轮选择的一般原则
1. 磨料一般选择38A,25A,32A,SG , 54A,93A,93N 等磨料以及其混合磨料。
2. 齿轮表面硬度越高,表面粗糙度值要求越小,选择的砂轮硬度应越软,粒度应越细。当齿轮要求的精度很高而磨削 余量较大时,最好选择不同粒度和硬度的砂轮分别进行粗磨和精磨。
3. 成型磨时,由于砂轮接触面积大,容易烧伤,在保证形状精度的情况下,应选择较软的砂轮。
4. 蜗杆磨时,为保证齿形精度,齿轮的模数越小,砂轮的粒度应该越细,硬度越高 (郑州德力砂轮制造有限公司,,崔先生 ) SG 磨具产品的推广及使用
随着新技术、新材料、新工艺的不断出现及机械行业对零部件加工精度越来越高,同时国产及进口全自动数控磨 床在国内越来越普及,对磨料磨具行业也提出了更高的要求,这就需要研制出高性能的磨具产品来解决。
随着机械行业的飞速发展,对磨具产品的要求越来越高,使用
SG 磨料制成的磨具产品以其特有的磨削性能得到
了更多的高端用户的认可,因此 SG 磨具的普及使用势在必行。
一、SG 磨料的简介
SG 磨料是由高纯度氧化铝微粒经高温烧结而成, 具有微晶结构,显微组织均匀,其硬度远高于普通电熔刚玉和皓
刚玉磨料。在磨削时,SG 磨料只是磨粒表面微晶颗粒逐步脱落,同时出现新的磨削刃,随着微晶颗粒的脱落,也带去 了大量的磨削热,极大的提高了 SG 砂轮的抗烧伤能力。而普通磨料在磨削时,磨料钝化后产生高温,在磨削压力和
局部高温共同作用之下, 由微裂和晶粒界面解理开裂或通过修整, 磨料整个颗粒脱落后才能形成新的磨削刃。 SG 磨料 有着与超硬材料聚晶类制品的类似性能,在具有高硬度的同时,还具有极高的锋利性、自税性,形状保持性好,使用 寿命长,产品磨削热量/J 、。 SG 砂轮修整工具及工装与普通砂轮相同, 但SG 砂轮的修整次数可比普通砂轮减少 80%, 而其进刀量却可达到普通砂轮的两倍以上。 SG 砂轮适用范围广,常用于各种成型磨削、切断及切入磨削,尤其对于齿 轮磨削、丝杠磨削、螺纹磨、蜗杆磨及各种轧辐与胶辐磨削更是独具优势。
二、郑州德力砂轮制造有限公司 SG 磨具的生产及应用 郑州德力砂轮制造有限公司 (以下简称“我公司”)自2006年底开始研制并开发 SG 砂轮,先后投资130万元, 并于07
年底正式生产。其中部分生产及试验情况如下:
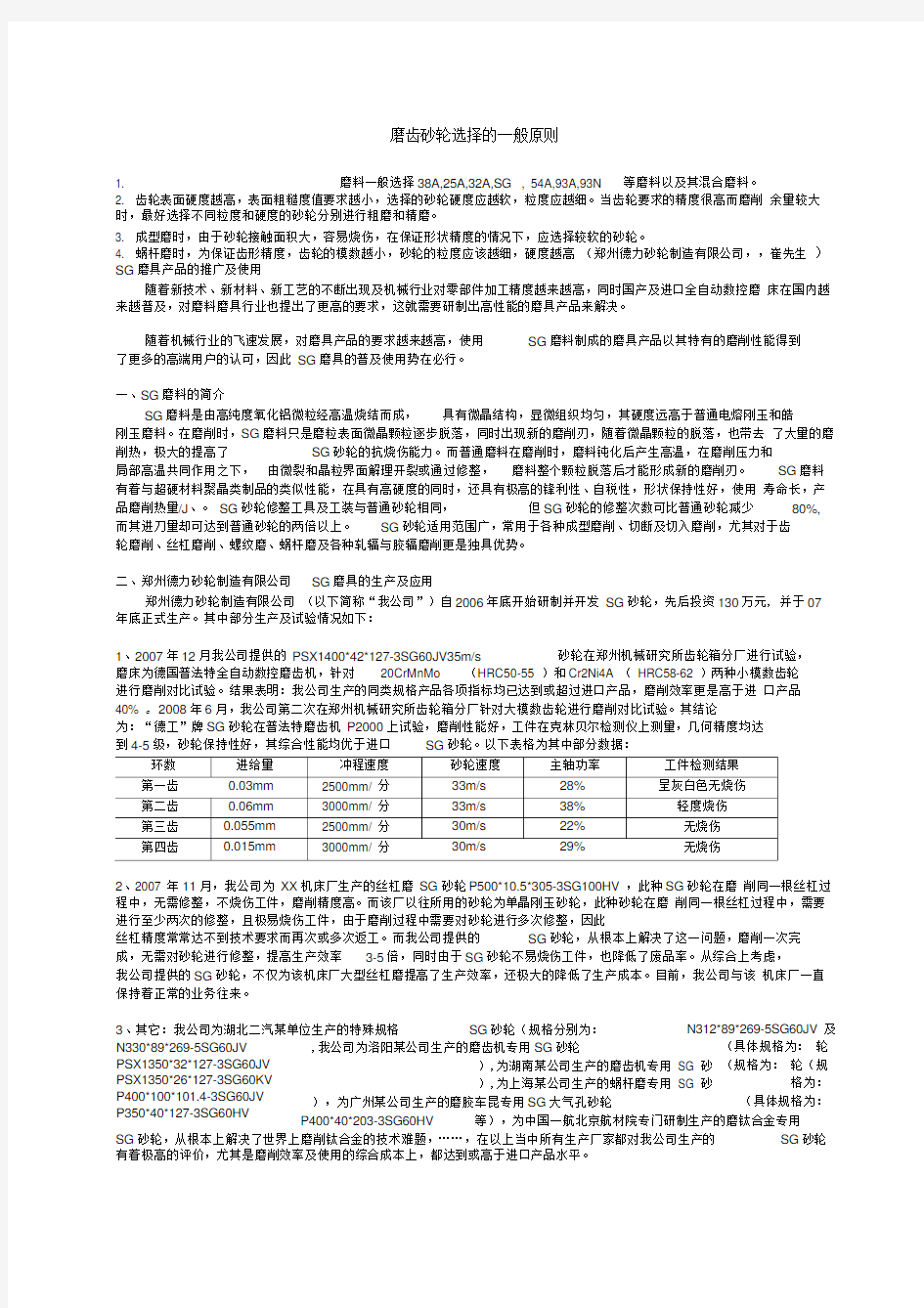
1、2007年12月我公司提供的 PSX1400*42*127-3SG60JV35m/s 砂轮在郑州机械研究所齿轮箱分厂进行试验, 磨床为德国普法特全自动数控磨齿机,针对 20CrMnMo (HRC50-55 )和Cr2Ni4A ( HRC58-62 )两种小模数齿轮 进行磨削对比试验。结果表明:我公司生产的同类规格产品各项指标均已达到或超过进口产品,磨削效率更是高于进 口产品40% 。2008年6月,我公司第二次在郑州机械研究所齿轮箱分厂针对大模数齿轮进行磨削对比试验。其结论
为:“德工”牌SG 砂轮在普法特磨齿机 P2000上试验,磨削性能好,工件在克林贝尔检测仪上测量,几何精度均达
到4-5级,砂轮保持性好,其综合性能均优于进口 SG 砂轮。以下表格为其中部分数据:
2、2007 年11月,我公司为 XX 机床厂生产的丝杠磨 SG 砂轮P500*10.5*305-3SG100HV ,此种SG 砂轮在磨 削同一根丝杠过程中,无需修整,不烧伤工件,磨削精度高。而该厂以往所用的砂轮为单晶刚玉砂轮,此种砂轮在磨 削同一根丝杠过程中,需要进行至少两次的修整,且极易烧伤工件,由于磨削过程中需要对砂轮进行多次修整,因此
丝杠精度常常达不到技术要求而再次或多次返工。而我公司提供的 SG 砂轮,从根本上解决了这一问题,磨削一次完 成,无需对砂轮进行修整,提高生产效率 3-5倍,同时由于SG 砂轮不易烧伤工件,也降低了废品率。从综合上考虑,
我公司提供的SG 砂轮,不仅为该机床厂大型丝杠磨提高了生产效率,还极大的降低了生产成本。目前,我公司与该 机床厂一直保持着正常的业务往来。
三、订货需知
用户在订购SG砂轮产品时,最好能提供具体的磨削环境(磨床型号,磨削方式等)及所磨削对象的情况(材质、硬度、粗糙度),同时须提供原使用砂轮的情况及需要克服的磨削问题,以便我公司技术部门根据上述情况做出判断和调整。
四、结论
与普通固结磨具产品相比,SG砂轮以其耐磨性好、自税性好、磨粒锋利、进刀量大、磨削热少、抗烧伤能力强、
磨削过程中修整周期长、修整量小、使用寿命长等诸多普通固结磨具产品所没有的优点。可以说,SG砂轮在国内的研
制成功,打破了国外公司的垄断,为企业降低了购买成本和购买周期,为广大用户带来了很好的经济效益。我公司生产的SG砂轮,采用的是低温烧成,降低了能源的消耗,在为广大客户带来经济效益的同时,也有着很好的社会效益。其特点:1.磨削效率高,修整周期长。
2. 无烧伤,不易堵塞,组织均匀,通用保持性好
3. 磨削比是普通刚玉磨料的5-10倍
4. 最高的磨削比,最大的工作效率,最长的使用寿命,磨削成本低等特点
普通低碳钢齿轮,渗碳淬火工艺,采用白刚玉砂轮,粒度46,大气孔即可,硬度中软.很好用,国产砂轮没有问题.
我用的是rershauer的蜗杆磨我感觉国产砂轮就够用,粒度不要太细(齿形精度能否保证?),要注意冷却油是否到位,
砂轮要勤修整一般不会出现烧伤的情况!如果齿轮精度不高的话?可以选用较低粒度的砂轮?前提是保证齿形,齿向周
有钱设备好用BK,然后WINTERTHUR ,省点钱用NORTON的SG磨料的,再想省钱用NORTON的单晶,再想省钱就国产砂轮了. SG的60粒,就可以达到0.8以下。但是如果是蜗杆磨,模数太小的的话,粒度太粗了,砂轮开槽的话容易掉齿。要是成型磨,SG的46粒度就好的,效率还高。
我们是蜗杆磨齿机,齿轮20CrMnTi淬硬,选用青岛海狮砂轮型号是1-400*100*203-SA-70J-7V-35m/s
磨具应存放在干燥地方,室温不低于5摄氏度。磨具应按规格分开放置,存放处设有标志,以免出现混乱和差错,放
置方法应视磨削形状大小而定。直径大或较厚的磨具应直立和稍倾斜摆放,较薄和较小的砂轮应平叠摆放,但不宜过高,并在其上其下各放一平整铁板,防止砂轮变形或破裂。有机磨具存放时间不宜超过一年。超期磨具,使用前应进
行强度检验。经过改制后的砂轮也应重新进行回转试验后方能使用。安装安装砂轮应注意以下几个方面:砂轮安装前,必须校对其安全速度。标志不清或无标志砂轮,必须重新经过回转试验。安装前,要用木槌轻敲砂轮。如发现有哑声,说明砂轮内可能有裂纹,不能使用。夹在砂轮两边的法兰盘,其形状、大小、必须相同。法兰盘直径为砂轮直径的一半,内侧要求有凹槽。在砂轮端面和法兰盘之间,要垫上一块厚度约为1?2mm 的弹性纸板或皮草、耐油橡皮垫片,
垫片直径略大于法兰盘的外径。应依次对称地拧紧法兰盘螺钉,使夹紧力分布均匀。但用力不宜过大,以免压裂砂轮。
砂轮安装好后,至少须经过一次静平衡才能安装到磨床上。磨削时的安全操作磨削时应注意以下事项:开车前必须仔细检查各操作手柄或按钮是否在正确位置,磨床的各种运动是否正常。新砂轮使用前,要先空转5min。确认运转正常后,先将砂轮外圆及两端面修平整,然后连同法兰盘一起卸下,再进行一次静平衡。在砂轮运转过程中,操作者均不应站在砂轮回转平面方向。磨削前要仔细检查被磨工件装夹是否正确,紧固是否可靠,特别应注意调整好挡块位置,
并予以紧固,注意防止砂轮碰撞夹头,卡盘或顶尖座。磨削时,应在工件和砂轮都处在正常运转状态下再进刀(进刀不得过猛);同样,必须在退刀后才能停车。不能两人同时操作一台磨床。操作者不得靠在磨床上,以免发生事故。工件尚在运转时,不能进行测量,切忌用手触摸砂轮或用棉砂擦拭转动着的工件。操作者应穿合身的工作服,戴口罩,以免吸入灰尘和磨削液雾珠。女工应戴工作帽,修整砂轮时应戴防护眼镜,以免碎屑飞入眼中。停车前应先切断供液系统,并让砂轮空转1 — 2min ,以甩掉砂轮中吸附的磨削液。
1同向修整砂轮,工件表面粗糙度好,但比较损伤金刚石滚轮
2反向修整砂轮,工件表面粗糙度比同向稍低但砂轮比较锋利有利磨削,一般选2,除非表面光洁度要求很高才选1
砂轮的规格与选择(砂轮的选择方法)
砂轮的种类与性能 一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮
绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。
3、结合剂及其选择 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。 (1)、陶瓷结合剂(V):化学稳定性好、耐热、耐腐蚀、价廉,占90%,但性脆,不宜制成薄片,不宜高速,线速度一般为35m/s。 (2)、树脂结合剂(B):强度高弹性好,耐冲击,适于高速磨或切槽切断等工作,但耐腐蚀耐热性差(300℃),自锐性好。 关于自锐性:砂轮的磨削作用主要靠磨粒外露的锋利的棱角,在磨削过程中,锋利的棱角会慢慢会磨掉而变钝,削弱砂轮的磨削能力。这时表面的磨粒会脱落或断裂,从而形成新的磨削刃,以达到锋利的磨削效果,这就是自锐性。 (3)、橡胶结合剂(R):强度高弹性好,耐冲击,适于抛光轮、导轮及薄片砂轮,但耐腐蚀耐热性差(200℃),自锐性好。 (4)、金属结合剂(M):青铜、镍等,强度韧性高,成形性好,但自锐性差,适于金刚石、立方氮化硼砂轮。
砂轮的特性由磨料
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 (1)磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。 表1常用磨料 类别 名称 代号 特性 用途 氧化物系 棕刚玉 A(GZ) 含91~96%氧化铝。棕色,硬度高,韧性好,价格便宜 磨削碳钢、合金钢、可锻铸铁、硬青铜等 白刚玉 WA(GB) 含97~99%的氧化铝。白色,比棕刚玉硬度高、韧性低,自锐性好,磨削时发热少 精磨淬火钢、高碳钢、高速钢及薄壁零件 碳化物系 黑色碳化硅 C(TH) 含95%以上的碳化硅。呈黑色或深蓝色,有光泽。硬度比白刚玉高,性脆而锋利,导热性和导电性良好 磨削铸铁。黄铜、铝、耐火材料及非金属材料 绿色碳化硅 GC(TL) 含97%以上的碳化硅。呈绿色,硬度和脆性比TH更高,导热性和导电性好 磨削硬质合金、光学玻璃、宝石、玉石、陶瓷、珩磨发动机气缸套等 高硬磨 料系 人造金刚石 D(JR) 无色透明或淡黄色、黄绿色、黑色。硬度高,比天然金刚石性脆。价格比其它磨料贵好多倍磨削硬质合金、宝石等高硬度材料 立方氮化硼
(JLD) 立方型晶体结构,硬度略低于金刚石,强度较高,导热性能好 磨削、研磨、珩磨各种既硬又韧的淬火钢和高钼、高矾、高钴钢、不锈钢 注:括号内的代号是旧标准代号。 (2)粒度及其选择粒度指磨料颗料的大小。粒度分磨粒与微粉两组。磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。例如60 #粒度的的磨粒,说明能通过每英寸长有60个孔眼的筛网,而不能通过每英寸70个孔眼的筛网。微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W)。各种粒度号的磨粒尺寸见表2。 表2磨料粒度号及其颗粒尺寸 磨粒 磨粒 微粉 粒度号 颗粒尺寸(mm) 粒度号 颗粒尺寸(mm) 粒度号 颗粒尺寸(mm) 14 # 1600~1250 70 # 250~200 W40 40~28 16 # 1250~1000 80 # 200~160 W28 28~20 20 # 1000~800 100 # 160~125 W20 20~14
贴片电阻、贴片电容规格、封装、尺寸
贴片电阻、贴片电容规格、封装、尺寸·功率 贴片电阻常见封装有9种,用两种尺寸代码来表示。一种尺寸代码是由4位数字表示的EIA(美国电子工业协会)代码,前两位与后两位分别表示电阻的长与宽,以英寸为单位。我们常说的0603封装就是指英制代码。另一种是米制代码,也由4位数字表示,其单位为毫米。下表列出贴片电阻封装英制和公制的关系及详细的尺寸: 英制(inch) 公制 (mm) 长(L) (mm) 宽(W) (mm) 高(t) (mm) a (mm) b (mm) 0201 0603 0.60±0.050.30±0.050.23±0.050.10±0.050.15±0.05 0402 1005 1.00±0.100.50±0.100.30±0.100.20±0.100.25±0.10 0603 1608 1.60±0.150.80±0.150.40±0.100.30±0.200.30±0.20 0805 2012 2.00±0.20 1.25±0.150.50±0.100.40±0.200.40±0.20 1206 3216 3.20±0.20 1.60±0.150.55±0.100.50±0.200.50±0.20 1210 3225 3.20±0.20 2.50±0.200.55±0.100.50±0.200.50±0.20 1812 4832 4.50±0.20 3.20±0.200.55±0.100.50±0.200.50±0.20 2010 5025 5.00±0.20 2.50±0.200.55±0.100.60±0.200.60±0.20 2512 6432 6.40±0.20 3.20±0.200.55±0.100.60±0.200.60±0.20 贴片电阻电容功率与尺寸对应表 电阻封装尺寸与功率关系,通常来说: 0201 1/20W 0402 1/16W 0603 1/10W 0805 1/8W 1206 1/4W 电容电阻外形尺寸与封装的对应关系是: 0402=1.0x0.5 0603=1.6x0.8 0805=2.0x1.2 1206=3.2x1.6 1210=3.2x2.5 1812=4.5x3.2 2225=5.6x6.5 常规贴片电阻(部分) 常规的贴片电阻的标准封装及额定功率如下表:
磨齿砂轮选择的一般原则
3、其它:我公司为湖北二汽某单位生产的特殊规格 SG 砂轮(规格分别为: ,我公司为洛阳某公司生产的磨齿机专用SG 砂轮 ),为湖南某公司生产的磨齿机专用 SG 砂 ),为上海某公司生产的蜗杆磨专用 SG 砂 ),为广州某公司生产的磨胶车昆专用SG 大气孔砂轮 P400*40*203-3SG60HV N330*89*269-5SG60JV PSX1350*32*127-3SG60JV PSX1350*26*127-3SG60KV P400*100*101.4-3SG60JV P350*40*127-3SG60HV N312*89*269-5SG60JV 及 (具体规格为: 轮(规格为: 轮(规格为: (具体规格为: 等),为中国一航北京航材院专门研制生产的磨钛合金专用 SG 砂轮,从根本上解决了世界上磨削钛合金的技术难题,……,在以上当中所有生产厂家都对我公司生产的 SG 砂轮 有着极高的评价,尤其是磨削效率及使用的综合成本上,都达到或高于进口产品水平。 磨齿砂轮选择的一般原则 1. 磨料一般选择38A,25A,32A,SG , 54A,93A,93N 等磨料以及其混合磨料。 2. 齿轮表面硬度越高,表面粗糙度值要求越小,选择的砂轮硬度应越软,粒度应越细。当齿轮要求的精度很高而磨削 余量较大时,最好选择不同粒度和硬度的砂轮分别进行粗磨和精磨。 3. 成型磨时,由于砂轮接触面积大,容易烧伤,在保证形状精度的情况下,应选择较软的砂轮。 4. 蜗杆磨时,为保证齿形精度,齿轮的模数越小,砂轮的粒度应该越细,硬度越高 (郑州德力砂轮制造有限公司,,崔先生 ) SG 磨具产品的推广及使用 随着新技术、新材料、新工艺的不断出现及机械行业对零部件加工精度越来越高,同时国产及进口全自动数控磨 床在国内越来越普及,对磨料磨具行业也提出了更高的要求,这就需要研制出高性能的磨具产品来解决。 随着机械行业的飞速发展,对磨具产品的要求越来越高,使用 SG 磨料制成的磨具产品以其特有的磨削性能得到 了更多的高端用户的认可,因此 SG 磨具的普及使用势在必行。 一、SG 磨料的简介 SG 磨料是由高纯度氧化铝微粒经高温烧结而成, 具有微晶结构,显微组织均匀,其硬度远高于普通电熔刚玉和皓 刚玉磨料。在磨削时,SG 磨料只是磨粒表面微晶颗粒逐步脱落,同时出现新的磨削刃,随着微晶颗粒的脱落,也带去 了大量的磨削热,极大的提高了 SG 砂轮的抗烧伤能力。而普通磨料在磨削时,磨料钝化后产生高温,在磨削压力和 局部高温共同作用之下, 由微裂和晶粒界面解理开裂或通过修整, 磨料整个颗粒脱落后才能形成新的磨削刃。 SG 磨料 有着与超硬材料聚晶类制品的类似性能,在具有高硬度的同时,还具有极高的锋利性、自税性,形状保持性好,使用 寿命长,产品磨削热量/J 、。 SG 砂轮修整工具及工装与普通砂轮相同, 但SG 砂轮的修整次数可比普通砂轮减少 80%, 而其进刀量却可达到普通砂轮的两倍以上。 SG 砂轮适用范围广,常用于各种成型磨削、切断及切入磨削,尤其对于齿 轮磨削、丝杠磨削、螺纹磨、蜗杆磨及各种轧辐与胶辐磨削更是独具优势。 二、郑州德力砂轮制造有限公司 SG 磨具的生产及应用 郑州德力砂轮制造有限公司 (以下简称“我公司”)自2006年底开始研制并开发 SG 砂轮,先后投资130万元, 并于07 年底正式生产。其中部分生产及试验情况如下: 1、2007年12月我公司提供的 PSX1400*42*127-3SG60JV35m/s 砂轮在郑州机械研究所齿轮箱分厂进行试验, 磨床为德国普法特全自动数控磨齿机,针对 20CrMnMo (HRC50-55 )和Cr2Ni4A ( HRC58-62 )两种小模数齿轮 进行磨削对比试验。结果表明:我公司生产的同类规格产品各项指标均已达到或超过进口产品,磨削效率更是高于进 口产品40% 。2008年6月,我公司第二次在郑州机械研究所齿轮箱分厂针对大模数齿轮进行磨削对比试验。其结论 为:“德工”牌SG 砂轮在普法特磨齿机 P2000上试验,磨削性能好,工件在克林贝尔检测仪上测量,几何精度均达 到4-5级,砂轮保持性好,其综合性能均优于进口 SG 砂轮。以下表格为其中部分数据: 2、2007 年11月,我公司为 XX 机床厂生产的丝杠磨 SG 砂轮P500*10.5*305-3SG100HV ,此种SG 砂轮在磨 削同一根丝杠过程中,无需修整,不烧伤工件,磨削精度高。而该厂以往所用的砂轮为单晶刚玉砂轮,此种砂轮在磨 削同一根丝杠过程中,需要进行至少两次的修整,且极易烧伤工件,由于磨削过程中需要对砂轮进行多次修整,因此 丝杠精度常常达不到技术要求而再次或多次返工。而我公司提供的 SG 砂轮,从根本上解决了这一问题,磨削一次完 成,无需对砂轮进行修整,提高生产效率 3-5倍,同时由于SG 砂轮不易烧伤工件,也降低了废品率。从综合上考虑, 我公司提供的SG 砂轮,不仅为该机床厂大型丝杠磨提高了生产效率,还极大的降低了生产成本。目前,我公司与该 机床厂一直保持着正常的业务往来。
磨削砂轮的选择
砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。每一种砂轮根据其本身的特性,都有一定的适用范围。因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。 a. 磨抗张强度高的材料时,选用韧性大的磨料。 b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。 c. 磨硬度高的材料时,选用硬度更高的磨料。 d. 选用不易被加工材料发生化学反应的磨料。
最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。 棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
电容器规格型号的标注
电容器规格型号的标注 1 引言 电容器的型号和规格一般应按国家有关标准来标注。根据目前市场供应情况也有按国外型号标注的,在标注顺序上略有不同。本公司按下述方法标注。 2 电容器规格型号的标注 2.1 标注顺序 电容器一般按下述顺序标注 “型号 -(尺寸代号)-(温度系数或特性)- 额定电压 - 标称容量 - 允许偏差 -(其他)” 其中有些项可能省略。 国外电容器的标注顺序各不相同,例如额定电压在允许偏差后面。 2.2型号 国产电容器的型号命名按“GB/T 2470-1995 电子设备用固定电阻器、固定电容器型号命名方法”规定。例如 ——CC4表示1类多层(独石)瓷介电容器 ——CT4表示2类多层(独石)瓷介电容器 ——CC41表示片状1类多层(独石)瓷介电容器 ——CT41表示片状2类多层(独石)瓷介电容器 ——CA45表示片状固体钽电解电容器 电容器的具体型号和技术参数可参考有关手册。 注意,不同厂家生产的同型号电容器在尺寸和性能指标略有差别。若有影响,需加限制条件。 市场上有国外型号的电容器,若要选用需说明其所属的国家和厂家。 2.3 尺寸代号 片状电容器的尺寸代号常用“0603”、“0805”、“1206”等表示,这是按英寸(0.01in)计的表示法,片状瓷介电容器用此法表示。 还有用EIA代码如“2012”、“3216”等表示,这是按毫米(0.1mm)计的表示法,片状钽电解电容器用此法表示。绘制印制板图时应注意它们尺寸的区别。 带引出线的电容器的尺寸代号不同的厂家不统一,不好标注。一种办法是按生产厂手册标注,但必须同时注明生产厂。另一种办法是不标注尺寸代号,适用于对外型尺寸无严格要求场合,若有要求可以在“其他”项标注对外形尺寸的限制要求,例如限高、限引线间距等。
砂轮的规格与选择(砂轮的选择方法)
砂轮的种类与性能 令狐采学 一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮 绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择
磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。 表1常用磨料 粒度指磨料颗粒的大小。粒度分磨粒与微粉两种类型。磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。例如60#粒度的的磨粒,说明能通过每英寸长有60个孔眼的筛网,而不能通过每英寸70个孔眼的筛网。120#粒度说明能通过每英寸长有120个孔眼的筛网。 对于颗粒尺寸小于40μm(微米,1毫米=1000微米)的磨料,称为微粉。微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W)。各种粒度号的磨粒尺寸见表2。
砂轮选用情况
平面磨床磨削砂轮的选择 砂轮磨具是磨削加工不可缺少的一种工具,砂轮选择合适与否,是影响磨削质量,磨削成本的重要条件。本公司生产一系列的平面磨床,需配置不同的砂轮来适应各种工件的平面加工。为方便用户及本公司设计、工艺人员选择,本文针对平面磨床磨削砂轮的选择,常用不同工件材料的砂轮选择进行汇总,以供大家使用参考(见附表)。 砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。每一种砂轮根据其本身的特性,都有一定的适用范围。因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。 a. 磨抗张强度高的材料时,选用韧性大的磨料。 b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。 c. 磨硬度高的材料时,选用硬度更高的磨料。 d. 选用不易被加工材料发生化学反应的磨料。 最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。 棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
国巨电容规格
电容命名规则及采购信息要求 (一)国巨贴片电容的命名: 贴片电容的命名所包含的参数有贴片电容的尺寸、容值精度、贴片电容的材质、电压、电容容量、端头材料以及包装要求。 例国巨贴片电容CC0805JRNPO9BN101 CC:表示国巨电容系列名称——多层陶瓷贴片电容。国巨电容的系列 还有CA(表示排容),CH(表示高频电容)等等。 0805:表示尺寸,长度为0.08英寸,宽度为0.05英寸。此外,常见 的电容尺寸还有0201,0402,0603,1206,1210,1808,1812等。 J:表示电容容量的误差精度为±5%;另外B=±0.1PF,C=±0.25PF,D= ±0.5PF,F=±1PF,G=±2PF,K=±10%,M=±20%,Z=-20%~+80%。 R:表示7寸盘纸带包装。 NPO:表示电容材质。此外,常用的电容材质还有X5R,X7R,Y5V。 9:表示电压为50V。4=4V, 5=6.3V, 6=10V, 7=16V, 8=25V, 0=100V, A=200V, B=500V, C=1KV, D=2KV, E=3KV等(注意:100V是用数字0 表示,不是字母O) B:表示端头材料是镍电极。 N:表示NPO。 101:表示容值,前面两个数字为有效数字,第三个数字表示有几个 零。101=100PF, 102=1000PF, 103=10,000PF……以此类推。
(二)贴片电容的尺寸表示方法 贴片电容的尺寸表示法有两种,一种是以英寸为单位来表示,一种是以毫米为单位来表示。以英寸为单位来表示的称为英制尺寸,以毫米为单位来表示的称为公制尺寸。国巨贴片电容通常用英制尺寸来表示。
公称管子尺寸和公称直径对照表
公称管子尺寸和公称直径 令狐采学 管道尺寸(英制与公制对照表) 英寸是长度单位。1 英寸= 2.539999918 厘米(公分)。英寸或[吋]是使用于联合王国(UK,即英国(英联邦)、其前殖民地的长度单位。美国等国家也使用它。在台湾与香港,“英寸”通常写作“吋”。英寸的常用简写为[in]或["]“吋”是近代新造的字,念作“英寸”,属汉字中一字念两音的字,其他如“浬”念作“海里”等,借用中国传统的长度单位“寸”,并加口旁以示区别。 一、尺寸: DN15(4分管)、DN20(6分管)、DN25(1寸管)、DN32(1寸2管)、DN40(1寸半管)、DN50(2寸管)、DN65(2寸半管)、DN80(3寸管)、DN100(4寸管)、DN125(5寸管)、DN150(6寸管)、DN200(8寸管)、DN250(10寸管)等。 二、把1英寸分成8等分: 1/8 1/4 3/8 1/2 5/8 3/4 7/8 英寸。 相当于通常说的1分管到7分管,更小的尺寸用1/16、1/32、1/64来表示,单位还是英寸。如果分母和分子能够约分(如分子是2、4、8、16、32)就应该约分。 英寸的表示是在右上角打上两撇,如1/2" 如DN25(25mm,下同)的水管就是英制1"的水管,也是以前的8分水管。
如DN15的水管就是英制1/2"的水管,也是以前的4分水管。 如DN20的水管就是英制3/4"的水管,也是以前的6分水管 外径与DN,NB的关系如下: 管子规格及有关数据
国际管道尺寸对照表 DN公称直径不锈钢无缝管尺寸对照表
一般来说,管子的直径可分为外径、内径、公称直径。 管材为无缝钢管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为108的无缝钢管,壁厚为5MM,用D108*5表示。 塑料管也用外径表示,如De63。 其他如钢筋混凝土管、铸铁管、镀锌钢管等采用DN表示。 在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。 管子的公称直径和其内径、外径都不相等,例如:公称直径为100MM的无缝钢管有102*5、108*5等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108-5-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。 (其实在工程领域并没有一个完全的管道公称直径与外径的对照,外径与公称直径的换算基本要靠经验。 大致是公称直径大约等于内径(外径减两个皮厚)
砂轮的特性要素及选择标准
砂轮的特性要素及选择标准 由和结合剂经压坯、干燥、烧结而成的多孔体。磨料、结合剂和气孔构成了砂轮的组成三要素。砂轮的性能取决于磨料、粒度、结合剂、硬度和组织5个参数。 1.磨料 承担切削任务,具有很高的硬度、耐磨性、耐热性和韧性,并有较锋利的棱角。 常用的磨料有氧化物系、碳化物系、高硬磨科系三类。 氧化物系磨料的主要成分是A1203,由于它的纯度不同和加入金属元素不同,而分为不同的品种。 碳化物系磨料主要以、等为基体,也是因材料的纯度不同而分为不同品种。超硬磨料系中主要有人造金刚石和立方氮化硼。立方氮化硼是一种很有前途的磨料。耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,所以特别适合于磨削既硬又韧的钢材。 2.粒度 粒度表示磨粒的大小程度。以磨粒刚能通过的筛网的网号来表示磨粒的粒度。以每英寸长度上筛孔的数目表示粒度号,粒度号越大,颗粒越小;尺寸小于40μm的微粉,用其实际尺寸前加W 表示粒度号。我国新标准中采用米制单位,磨粒的大小统一以磨粒最大尺寸方向上的尺寸来表示。 选择原则: (1)精磨用颗粒较细的磨粒;
(2)粗磨用颗粒较粗的磨粒; (3)高速磨削用颗粒较粗的磨粒; (4)当工件材料软、塑性大和磨削面积大时,为避免堵塞砂轮,也可采用较粗的磨粒,精磨或磨硬脆性材料选用细磨粒。3.结合剂 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。常用的砂轮结合剂有: 1)陶瓷结合剂(代号V) 是由粘土、长石、滑石、硼玻璃和硅石等陶瓷材料配制而成。特点是化学性质稳定,耐水、耐酸、耐热和成本低,但较脆。除切断砂轮外,大多数砂轮都是采用陶瓷结合剂。它所制成的砂轮线速度一般为35m/s。 2)树脂结合剂(代号B) 其成分主要为酚醛树脂,但也有采用环氧树脂的。树脂结合剂的强度高,弹性好,故多用于高速磨削、切断和开槽等工序。但是树脂结合剂的耐热性差,当磨削温度达200—300℃时,它的结合能力便大大降低。利用它强度降低时磨粒易于脱落而露出锋利的新磨粒(自砺)的特点,在一些对磨削烧伤和磨削裂纹特别敏感的工序(如磨薄壁件、超精磨或刃磨硬质合金等)都可采用树脂结合剂。 3)橡胶结合剂(代号R)
贴片电容规格及尺寸对照
HOW TO ORDER Technical Data: All technical data relate to an ambient temperature of +25°C Capacitance Range:0.1 μF to 2200 μF Capacitance Tolerance:±10%; ±20% Rated Voltage (V R )?+85°C: 2.54 6.3101620253550Category Voltage (V C )?+125°C: 1.7 2.7 4 71013172333Surge Voltage (V S )?+85°C: 3.3 5.28132026324665Surge Voltage (V S )?+125°C: 2.2 3.45813162028 40 Temperature Range:-55°C to +125°C Reliability:1% per 1000 hours at 85°C, V R with 0.1Ω/V series impedance, 60% confidence level Qualification:CECC 30801 - 005 issue 2EIA 535BAAC Termination Finished: Sn Plating (standard), Gold and SnPb Plating upon request TECHNICAL SPECIFICATIONS CASE DIMENSIONS: millimeters (inches) For part marking see page 127 TAJ Type C Case Size See table above 106 Capacitance Code pF code: 1st two digits represent significant figures 3rd digit represents multiplier (number of zeros to follow) M T olerance K=±10%M=±20% 035 Rated DC Voltage 002=2.5Vdc 004=4Vdc 006=6.3Vdc 010=10Vdc 016=16Vdc 020=20Vdc 025=25Vdc 035=35Vdc 050=50Vdc R Packaging R = 7" T/R (Lead Free since p roduction date 1/1/04) S = 13" T/R (Lead Free since p roduction date 1/1/04) A = Gold Plating 7" Reel B = Gold Plating 13" Reel H = Tin Lead 7" Reel K = Tin Lead 13" Reel NJ Specification Suffix NJ = Standard Suffix — Additional characters may be added for special requirements V = Dry pack Option (selected codes only) ? Generic SMT chip tantalum series ? 6 case sizes available ? Low profile options available COMPONENT
砂轮使用的选择
砂轮的选择 砂轮对磨削加工过程影响是多方面的,其中包括生产效率、表面质量以及加工精度等。 选择砂轮必须考虑的因素如下: 1、工件材料的物理机械性能(强度、硬度、韧性、导热性等) 2、工件的热处理方法(调质、淬火、氮化等) 3、对磨削光洁度和精度的要求 4、工件的形状和尺寸(成型面、曲面、长度、厚度等) 5、工件的形状和尺寸(成型面、曲面、长度、厚度等) 6、磨削方式(外圆、内圆或平面磨削、开槽、切断等) 此外,磨削用量、冷却状况、磨床状况、修整砂轮方法、生产力、类型以及操作者的熟练程度等,都对选择砂轮的特性有一定影响 由于影响选择砂轮的因素非常复杂,要提出各种加工条件都可适用的具体方法,显然是不可能的,所以下面只提出一些选择砂轮的基本原则,供参考。为了方便起见,下面仍按砂轮的各个特性介绍其选用原则。 一、磨料的选择 磨料的选择与被磨工件的材料及其热处理方法有关 磨料的特点及其适用范围
二、硬度的选择 砂轮硬度的选择,决定于许多因素,其中主要的有被磨工件材料、磨削方式和性质等。选择的主要原则如下: 1、工件材料硬度高,磨料容易磨钝,为了使磨钝的磨粒能及时脱落,应选择较软的砂轮;反之,,工件材料软,磨粒不易磨钝,为了从分利用磨粒的切削能力,砂轮应较硬些。但是磨削很软很韧的材料时,如铜、铝、韧性黄铜、软钢等,为了避免砂轮堵塞,砂轮的硬度也应软一些。磨削硬度很高的材料(硬质合金除外),砂轮的硬度也不能太低,否则磨粒过分容易脱落,切削能力降低,且光洁度也不易保证。 通常磨削淬过火的碳素钢、合金钢、高速钢可选用硬度R2~ZR1,磨未淬火钢可用硬度ZR1~ZR2。 2、磨削容易烧伤、变形的弓箭,如导热性差的工件、薄壁薄片工件等,应选用较软的砂轮。 3、砂轮与工件接触面积较大时,因发热量多,冷却条件差,为了避免工件烧伤或变形,应当用较软的砂轮。 例如内圆磨削、平面磨削比外圆磨削的接触面积大,用砂轮端面磨平面比用砂轮圆周面磨平面的接触面积大,所以选用砂轮硬度时应有所区别。 4、精磨时的硬度应比粗磨时的硬度适当高一些。成型磨削以及磨削具有圆角的轴颈(如发动机曲轴等),为了较好地保持砂轮外形轮廓,应该用较硬的砂轮。 5、磨削断续表面,如花键轴、有键槽的外圆等,由于有撞击作用而使磨粒较易脱落,所以硬度应高一些。 6、砂轮线速度低,工件线速度高或纵向进给量大时,磨粒受力较大,应当用较硬的砂轮,以避免过早脱落。 7、干磨应比湿磨的砂轮选得稍软些,以减少发热量。 三、粒度的选择 粒度的选择主要与加工精度、光洁度要求有关,选择原则如下: 1、精磨时工件表面光洁度和精度要求高,应选择粒度较细的砂轮。反之,粗磨时磨削余量大,对表
常用贴片钽电容规格及封装
贴片钽电容规格和封装 一、贴片钽电容简述 贴片钽电容(以下简称钽电容)作为电解电容器中的一类。广泛应用于各类电子产品,特别是一些高密度组装,内部空间体积小产品,如手机、便携式打印机。钽电容是一种用金属钽(Ta)作为阳极材料而制成的,按阳极结构的不同可分为箔式和钽烧粉结式两种。在钽粉烧结式钽电容中,又因工作电解质不同,分为固体电解质钽电容(SolidTantalum)和非固体电解质钽电容。其中,固体钽电解电容器用量最大。钽电容由于使用金属钽做介质,不需要像普通电解电容那样使用电解液。另外,钽电容不需像普通电解电容那样使用镀了铝膜的电容纸烧制,所以本身几乎没有电感,但同时也限制了它的容量。 Taj系列贴片钽电容是AVX公司生产的一种贴片封装的钽电解电容,是电子市场上最常见的一种型号。 优点: 体积小由于钽电容采用了颗粒很细的钽粉,而且钽氧化膜的介电常数ε比铝氧化膜的介电常数高,因此钽电容的单位体积内的电容量大。 使用温度范围宽,耐高温由于钽电容内部没有电解液,很适合在高温下工作。一般钽电解电容器都能在-50℃~100℃的温度下正常工作,虽然铝电解也能在这个范围内工作,但电性能远远不如钽电容。 寿命长、绝缘电阻高、漏电流小。钽电容中钽氧化膜介质不仅耐腐蚀,而且长时间工作能保持良好的性能容量误差小等效串联电阻小(ESR),高频性能好 缺点:耐电压不够高电流小价格高
贴片钽电容封装
AVX常规系列(TAJ)贴片钽电容:容量和额定电压(字母表示封装大小)
AVX 贴片钽电容标识 二、钽电容技术规格和选型(以VISHAY 和AVX 为例说明) (一)VISHAY 1、型号表示方法 293D107X9010D2W ①②③④⑤⑥⑦ ①表示系列,VISHAY 有293D 和593D 两个系列,293D 表示普通钽电容,593D 表示的是低阻抗钽电容,直流电阻小于1欧,一般在100毫欧到500毫欧之间。 T 50 年份 Year 年份代码 Year 2000 M 2001 N 2002 P 2003 R 2004 S 2005 T 2006 U 2007 Y
(完整版)常用钢管规格型号一览表.docx
常用钢管规格型号一览表 序规格壁厚每米理论重量 通常长度号通经外径( mm)(mm )( kg) 1、热轧无缝钢管 1DN40433 2.89 2 DN505734 3603 4.22 4 DN6573 3.56 576 3.5 6.269 米 /根或6DN8089 3.57.3810 米 /根7DN100108410.26 8DN125133412.73 9DN150159 4.517.15 10DN200219631.52 11DN250273745.92 12DN300325862.54 2、低压流体输送焊接钢管 1DN15 ( 1/2”)21.3 2.75 1.26 2DN20(3/4 ”)26.8 2.75 1.63 3DN25(1 ”)33.5 3.25 2.42 4DN32(1-1/4 ”)42.3 3.25 3.13 5DN40(1-1/2 ”)48 3.5 3.84 6DN50(2 ”)60 3.5 4.88 6 米 /根7DN65(2-1/2 ”)75.5 3.75 6.64 8DN80(3 ”)88.548.34 9DN100(4 ”)114410.85 10DN125(5 ”)140 4.515.04 11DN150(6 ”)165 4.517.81 3、螺旋缝埋弧焊钢管 1DN200219632.03 2DN250273640.01 3DN300325647.54 4DN350377655.4 5DN400426662.65 6DN4504808104.5212 米 /根7DN5005298115.62 8DN6006308137.81 9DN70072010175.6 10DN80082010200.26 11DN90092010224.92 12DN1000102010249.58 备注 括号内的表示英制通经
砂轮的规格与选择
一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮 绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。
3、结合剂及其选择 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。 (1)、陶瓷结合剂(V):化学稳定性好、耐热、耐腐蚀、价廉,占90%,但性脆,不宜制成薄片,不宜高速,线速度一般为35m/s。 (2)、树脂结合剂(B):强度高弹性好,耐冲击,适于高速磨或切槽切断等工作,但耐腐蚀耐热性差(300℃),自锐性好。
关于自锐性:砂轮的磨削作用主要靠磨粒外露的锋利的棱角,在磨削过程中,锋利的棱角会慢慢会磨掉而变钝,削弱砂轮的磨削能力。这时表面的磨粒会脱落或断裂,从而形成新的磨削刃,以达到锋利的磨削效果,这就是自锐性。 (3)、橡胶结合剂(R):强度高弹性好,耐冲击,适于抛光轮、导轮及薄片砂轮,但耐腐蚀耐热性差(200℃),自锐性好。 (4)、金属结合剂(M):青铜、镍等,强度韧性高,成形性好,但自锐性差,适于金刚石、立方氮化硼砂轮。 4、硬度及其选择 砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易程度。砂轮的硬度软,表示砂轮的磨粒容易脱落,砂轮的硬度硬,表示磨粒较难脱落。(重要!砂轮的硬度并不是指砂轮的坚硬程度) 砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。 选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。前者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要较快的更新。 精磨时,为了保证磨削精度和粗糙度,应选用稍硬的砂轮。工件材料的导热性差,易产生烧伤和裂纹时(如磨硬质合金等),选用的砂轮应软一些。 知道工厂里是怎么测试砂轮硬度的吗?说起来您别笑:是用凿子剜的。
砂轮选择及诺顿砂轮介绍
砂轮选择及诺顿砂轮介绍 砂轮选择在磨削中的重要性 磨削加工一般作为工件加工的终工序,其任务就是要保证产品零件能达到图纸上所要求的精度和表面质量。磨削表面粗糙度与零件精度有密切关系,一定的精度应有相应的表面粗糙度。一般情况下,对尺寸要进行有效的控制,则粗糙度Ra值应不超过尺寸公差的八分之一,磨削表面粗糙度对零件使用性能的影响是:表面粗糙度值越小,则零件的耐磨性,耐蚀性,耐疲劳性越好。反之则相反。因此,在磨削加工中,必须注意降低表面粗糙度。影响磨削加工表面粗糙度的主要工艺因素中砂轮粒度对其有显著影响,砂轮粒度越细,同时参与磨削的磨粒就越多,则磨削表面粗糙度就越低。一般磨削时取46~80号粒度的砂轮,精磨时应选用150~240号粒度的砂轮,镜面磨削时应选用W10~W7粒度的树脂石墨砂轮,可获得较好的工件表面粗糙度。 近年来随着新技术的开发应用,高精度磨削技术的发展,使磨削尺寸达到0.1~0.3μm,表面粗糙度达到0.2~0.05μm,磨削表面变质层和残留应力均甚小,明显提高的加工质量。成形磨削,特别是高精度的成形磨削,经常是生活中的关键问题。成形磨削有两个难题:一是砂轮质量,主要是砂轮必须同时具有良好的自砺性和形廓保持性,而这二者往往是有矛盾的。二是砂轮修整技术,即高效、经济的获得所要求的砂轮形廓和锐度。因而为了提高磨削的效率和精度,特别是对于难加工材料的高效精加工,高效和强力磨削采用了CBN砂轮,使得强力磨突破传统磨削的限制,生产率成倍提高,有些零件的毛坯不需要经过粗加工,可直接磨削成为成品,这不仅提高了加工效率,同时还提高了加工质量。如SG磨料。它是一种新颖的陶瓷氧化铝磨料,以纯刚玉为原料,将其在水中与氧化镁之类媒介结合,产生块状胶凝物,干燥之后形成脆性物体。再将其碾碎至所需粒度,在1300℃到1400℃到温度下烧结而成。其硬度大大高于普通氧化铝,且韧性好,因此可以在较高速度和较大载荷条件下运转,金属磨除率比普通氧化铝高三倍以上。它最大的优点是磨削区温度低,砂轮始终具有锋利的磨削刃,砂轮形状保持性好、时间长。立方氮化硼磨削。它是一种坚硬而耐磨的磨料,并具有高的导热性和耐化学侵蚀等优异的性质。最新一代的磨料是以尖锐、高强和可用于无支撑切削为特征的,这些特征可降低磨削加工过程中的磨削力,从而减少对工件的损伤。 实际上,对磨料合成条件控制得严格与否将会直接影响到磨粒的最终晶型和包括强度、热稳定性和断裂特征在内的物理性质,从而影响到它的使用性能。如De Beers公司生产的
砂轮的特性要素及选择标准
砂轮的特性要素及选择标准 砂轮由磨料和结合剂经压坯、干燥、烧结而成的多孔体。磨料、结合剂和气孔构成了砂轮的组成三要素。砂轮的性能取决于磨料、粒度、结合剂、硬度和组织5个参数。 1.磨料 承担切削任务,具有很高的硬度、耐磨性、耐热性和韧性,并有较锋利的棱角。 常用的磨料有氧化物系、碳化物系、高硬磨科系三类。 氧化物系磨料的主要成分是A1203,由于它的纯度不同和加入金属元素不同,而分为不同的品种。 碳化物系磨料主要以碳化硅、碳化硼等为基体,也是因材料的纯度不同而分为不同品种。超硬磨料系中主要有人造金刚石和立方氮化硼。立方氮化硼是一种很有前途的磨料。耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,所以特别适合于磨削既硬又韧的钢材。 2.粒度 粒度表示磨粒的大小程度。以磨粒刚能通过的筛网的网号来表示磨粒的粒度。以每英寸长度上筛孔的数目表示粒度号,粒度号越大,颗粒越小;尺寸小于40μm的微粉,用其实际尺寸前加W 表示粒度号。我国新标准中采用米制单位,磨粒的大小统一以磨粒最大尺寸方向上的尺寸来表示。 选择原则:
(1)精磨用颗粒较细的磨粒; (2)粗磨用颗粒较粗的磨粒; (3)高速磨削用颗粒较粗的磨粒; (4)当工件材料软、塑性大和磨削面积大时,为避免堵塞砂轮,也可采用较粗的磨粒,精磨或磨硬脆性材料选用细磨粒。3.结合剂 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。常用的砂轮结合剂有: 1)陶瓷结合剂(代号V) 是由粘土、长石、滑石、硼玻璃和硅石等陶瓷材料配制而成。特点是化学性质稳定,耐水、耐酸、耐热和成本低,但较脆。除切断砂轮外,大多数砂轮都是采用陶瓷结合剂。它所制成的砂轮线速度一般为35m/s。 2)树脂结合剂(代号B) 其成分主要为酚醛树脂,但也有采用环氧树脂的。树脂结合剂的强度高,弹性好,故多用于高速磨削、切断和开槽等工序。但是树脂结合剂的耐热性差,当磨削温度达200—300℃时,它的结合能力便大大降低。利用它强度降低时磨粒易于脱落而露出锋利的新磨粒(自砺)的特点,在一些对磨削烧伤和磨削裂纹特别敏感的工序(如磨薄壁件、超精磨或刃磨硬质合金等)都可采用树脂结合剂。