胶带剥离力测试方法
胶带剥离力测试方法
测试胶带的剥离力,需要用到剥离强度试验机,手动碾压滚轮和钢板3款仪器和配件。下面给大家演示一下胶带剥离力测试的具体试验方法。
剥离试验机—胶带剥离力测试方法
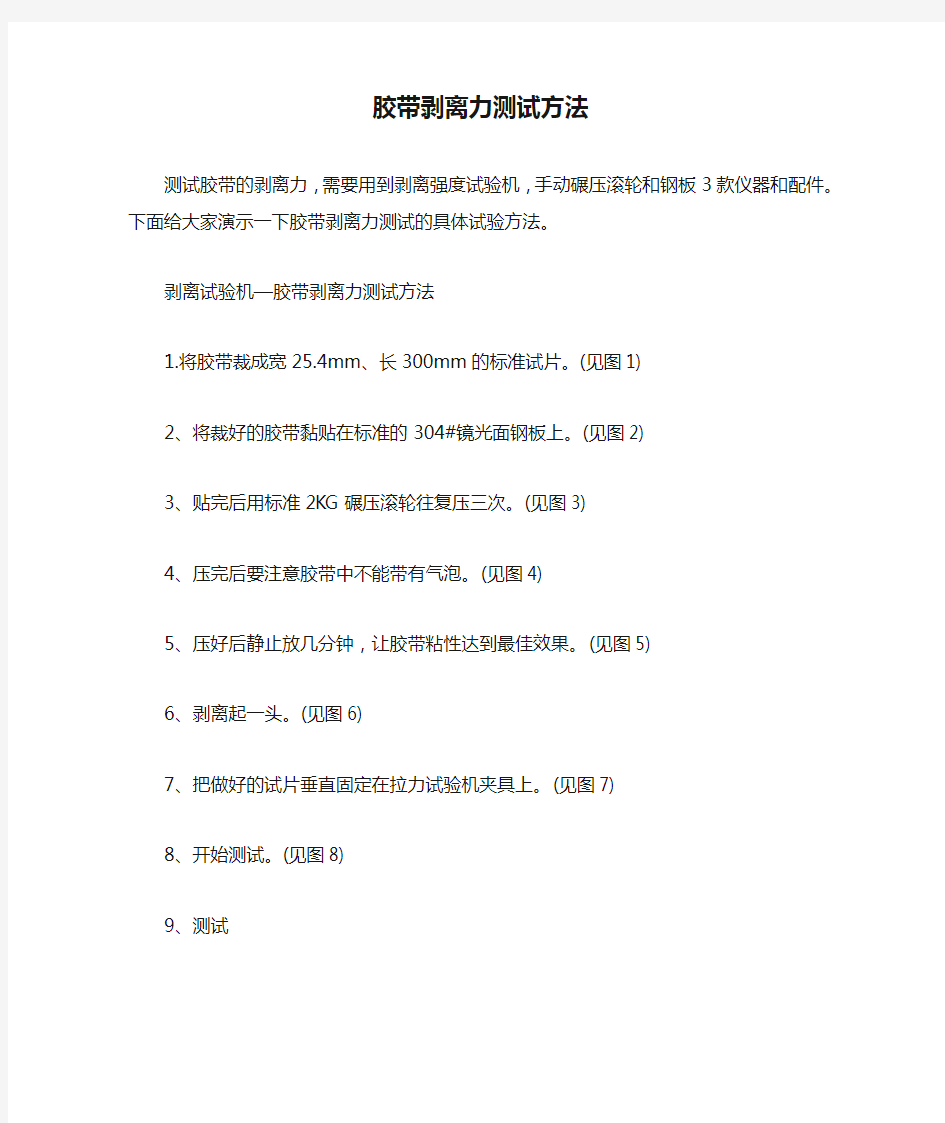
1.将胶带裁成宽25.4mm、长300mm的标准试片。(见图1)
2、将裁好的胶带黏贴在标准的304#镜光面钢板上。(见图2)
3、贴完后用标准2KG碾压滚轮往复压三次。(见图3)
4、压完后要注意胶带中不能带有气泡。(见图4)
5、压好后静止放几分钟,让胶带粘性达到最佳效果。(见图5)
6、剥离起一头。(见图6)
7、把做好的试片垂直固定在拉力试验机夹具上。(见图7)
8、开始测试。(见图8)
9、测试
您若对胶带剥离力测试方法有疑问,可详询昆山海达仪器。
初粘性能测试
一.初粘力,初粘性能测试(滚球法,FINAT环形法,V轨道滚球法) 二.保持力,持粘性测试方法(常温保持,恒温保持,恒温恒湿保持) 三.剥离力,剥离强度测试方法(180°剥离90°剥离) 四.离型力,离型强度测试方法 五.剪切力,拉伸剪切强度测试(刚性材料对刚性材料) 六.解卷力,低速解卷强度测试方法 七.不干胶,胶黏测试项目总汇 胶粘制品主要是在基材上涂覆一层粘着剂,使之可以粘住物品表面,可通过粘接使两个或多个不相连的物体连接在一起。粘结性能是表征胶粘制品粘性质量的一个重要指标,初始粘力大小是否合适,保持时间是否达标,剥离强度是否适中,都是企业在产品出厂前进行质量监督检测的重要指标 一.初粘力测试(初粘性能测试) 初粘性测试是表征胶黏剂粘性的重要指标之一, 目前国内外测试初粘性有三种, 一种是滚球法另外两种是环形法和V斜坡V型道轨滚球法。 滚球法 ,通过钢球和测试试样粘性面之间以微小压力发生短暂接触时,胶粘带、标签等产品对钢球的附着力作用来测试试样初粘性。将一钢球滚过平放在倾斜板上的胶粘带粘性面。根据规定长度的粘性面能够粘住的最大钢球尺寸,评价其初粘性大小。 FINAT环形初粘法 环形初粘力测试方法来检测胶粘制品的初粘性,利用一种拉力测试仪来检测初粘性力值的大小,这种方法操作起来更直观,较之国内的斜面滚球法,数据更具有科学性,更接近实际应用 实验设备:剥离力实验机、环形初粘夹具, 试样制备:截取宽度25mm,长度至少175mm 的试样五条进行测试。测试条件:温度23℃±2℃,50%RH±5%RH,测试试样在测试前应至少放置4 小时。 测试步骤:1. 在测试前移除胶带背材,胶面向外,握住胶条两末端将它组成环形。环形末端10mm 夹入剥离试验机(环形初粘夹具)上夹具,环形垂直向下。(注意:夹具不要直接接触胶面)。2.(环形初粘夹具)的下夹具上的玻璃擦拭干净,剥离实验机以300mm/min 速度工作使环形与玻璃板接触,当完全接触后(接触面积25mmx25mm),立即反向以300mm/min 速度分离。重要的一点是要让反向分离滞后时间尽可能短,记录完全分离环形与玻璃板的最大力值。 测试结果:1. 环形初粘用N 表示,取五条胶带的平均值(忽略首峰)2. 如果力值大于纸张强度,结果应取撕裂前的最大值,并附上PT(纸张撕裂) 3. 如果胶有转移,应用AT 表示,并用百分数表明转移程度。 V型道轨滚球粘性测试方法 斜坡V型道轨滚球法,并与斜坡平面滚球法进行比较,指出了V型道轨滚球法的优点。关键词初粘性,V型道轨滚球法l前言测试压敏胶粘带初粘性的常见标准有GB4852—84《压敏胶粘带初粘性测试方法》等斜坡平面滚球法。这种方法所采用的滚球是直径为‘八。~1英时的32种钢球,国内难以购买,且其尺寸不符合国家计量标准化的要求,若换算为SI制单位,则无论直径,还是质量均为无穷小数,既不便于制造,又无直观概念,难以推广;此外,GB4852规定,每次测试时必须用聚酯薄膜复贴助跑段和调节倾斜角度,既麻烦,又会因复贴不引起阻力不等而造成较大的系统误差,因此,国内压敏胶生产厂家较少采用此法。我们在编制《ATN铝箔胶粘带)企业标准时,参考美国PSTC标准,采用了新的测试仪器和测试方法
初粘力及剥离力的测试方法
初粘力的测试方法初粘测试仪——滚球斜坡停止试验法(即国家标准测试方法) GB-T2794 1, 测试设备: 初粘测试仪. 2, 钢球: 直径为0.759-25.4mm( 1-32#) , 作为测试用钢球. 3, 测试条件: 试验室温度(23?à 2) degrees Centigrade, 相对温度(65?à 5 ) %. 4, 试样:①试样宽度为100mm, 长度约200mm 的样品,要求胶面干净,无折皱,无拉伸变形②取样的不允许手或其他物体接触样品胶面。 5, 测试步骤: 准备工作: . ①将擦去防锈油的钢球,放入盛有清洗剂的容器内浸泡数分钟,After taking out, 用干净的无尘布擦拭干净. ②用胶粘带把试样上下两端固定在倾斜板( 倾斜度30. )上,必要时,也可以用胶粘带沿测试段两侧边缘加以固定,使试样平整地贴合在板上。 测试: 用镊子把钢球夹入放球器内,调节放球器的前后位置,使钢球中心位于助滚段起始线上,在正式测试前,一个试样允许作多次测试,但应调节放球器的左右位置,使钢球每次滚动的轨迹不重合.
预选最大钢球: 打开放球器,观察滚下的钢球是否在测试段内被粘住( 停止移动逾Above 5s), 从大到小,取不同球号的钢球进行适当次数的测试,直至找到测试段粘住的最大球号的钢球. 取上述最大球号钢球和球号与之衔接的大小两个球,在同一试样上各进行一次测试,以确认最大球号的钢球. 6, 测试结果: 测试结果以钢球球号表示,钢球号码越大,Show that the viscidity is the higher at the beginning. 备注: 初粘力是粘胶浸润性能和硬度的一个主要指标. 图一: 初粘测试仪. Ball putting device Receiving device 倾斜板180。剥离力测试法标准为GB2792-1998 1, 测试设备: 180 度剥离测试仪2、取样
胶带保持力和胶黏剂类产品粘力保持力测试试验方法以及使用
胶带保持力和胶黏剂类产品粘力保持力测试试验方法以及 使用仪器 1 概述 本产品按照中华人民共和国国家标准GB/T4851-1998之规定制造,适用于压敏胶粘带等产品进行持粘性测试试验。 1.1 工作原理:把贴有试样的试验板垂直吊挂在试验架上,下端挂规定重量的砝码,用一定时间后试样粘脱的位移量或试样完全脱离所需的时间来测定胶粘带抵抗拉脱的能力。 1.2 仪器结构:主要由计时机构、试验板、加载板、砝码、机架及标准压辊等部分构成。 1.3 技术指标:砝码—1000±10g(含加载板重量) 试验板—60(L)*40(B)*1.5(D)mm(与加载板相同) 压辊荷重:2000±50g 橡胶硬度:80°±5°(邵尔硬度) 计时器—99小时59分钟60秒 工位—6工位 净重—12.5kg 电源—220V 50Hz 外形尺寸—600(L)*240(B)*400(H)mm 2操作方法 2.1水平放置仪器,打开电源开关,并将砝码放置在吊架下方槽内。
2.2不使用的工位可按“关闭”键停止使用,重新计时可按“开启/清零”键。 2.3 除去胶粘带试卷最外层的3~5 圈胶粘带后,以约300 mm/min的速率解开试样卷(对片状试样也以同样速率揭去其隔离层),每隔200mm左右,在胶粘带中部裁取宽25 mm,长约100 mm的试样。除非另有规定,每组试样的数量不少于三个。 2.4 用擦拭材料沾清洗剂擦洗试验板和加载板,然后用干净的纱布将其仔细擦干,如此反复清洗三次。以上,直至板的工作面经目视检查达到清洁为止。清洗以后,不得用手或其他物体接触板的工作面。 2.5 在温度23℃±2℃,相对湿度65%±5%的条件下,按图2规定的尺寸,将试样平行于板的纵向粘贴在紧挨着的试验板和加载板的中部。用压辊以约300 mm/min的速度在试样上滚压。注意滚压时,只能用产生于压辊质量的力,施加于试样上。滚压的次数可根据具体产品情况加以规定,如无规定,则往复滚压三次。 2.6 试样在板上粘贴后,应在温度 23℃±2℃,相对湿度 65%±5%的条件下放置20 min。然后将试验。板垂直固定在试验架上,轻轻用销子连接加载板和砝码。整个试验架置于已调整到所要求的试验环境下的试验箱内。记录测试起始时间。 2.7 到达规定时间后,卸去重物。用带分度的放大镜测出试样下滑的位移量,精确至0.1mm;或者记录试样从试验板上脱落的时间。时间数大于等于1h的,以min为单位,小于1h的以s为单位。 3 试验结果处理 试验结果以一组试样的位移量或脱落时间的算术平均值表示。
离型膜残余测试方法
1 目的Purpose 为了规范操作,澄清流程,提高效率,特制订此操作指导书。 2安全Safety 2.1 此评估方法适用于服从COSHH规章的物质 2.2 finat压力滚筒应小心操作因为滚筒有时会与把手脱离,当压力滚不使用时应妥善放置放以防滚筒滑动 3 原理Principle 3.1 此方法用于测定有机硅涂层上的迁移性。通过评判有机硅涂层从基材上迁移的量及迁移量对胶带粘性的影响从 而定量评判在纸或是薄膜上有机硅涂层的固化程度 4设备和材料Equipments and Materials 4.1 25mm宽日东31B胶带 4.2 finat压力滚筒 4.3待测有机硅涂层膜 4.4拉力机,夹具分离速度300mm/min,能进行180°剥离 4.5 金属或玻璃压力片 4.6 70℃恒温烘箱 4.7 带胶背板 5操作规程Operation 5.1样条的制备 5.1.1 将长*宽为175mm*25mm的胶带或是压敏胶粘帖到涂硅膜上。以大约20mm/s速度,用finat压力滚筒同向滚 压测试样2次以使其充分接触。将测试样条夹于钢板或玻璃板之间,上置3kg重物(70g/cm2),在常温下放置20h。取至少二条测试样条。 5.1.2 将上述贴有胶带的测试样上的胶带撕下用轻微的手指力转粘到一干净的测试板上。以大约20mm/s速度用finat 压力滚筒同向滚压测试样3次以使其充分接触。同时在同一卷的测试胶带或压敏胶上取控制样至少二条,直接粘到和以上相同的干净的测试板上,以大约20mm/s速度用finat压力滚筒同向滚压控制样3次以使其充分接触。 在测试剥离力前按照以上状态将贴有测试样的测试板至少放置20min。 5.2 测试步骤 5.2.1 启动电脑,启动拉力机电源,松开拉力机紧急停止按钮。
试验温度对包装材料水蒸气透过率的影响分析
试验温度对包装材料水蒸气透过率的影响分析
摘要:试验温度是影响包装材料水蒸气透过率测试结果的重要因素,本文通过对不同温度下材料水蒸气透过率的测试,分析了试验温度对包材阻湿性的影响,并介绍了试验原理、设备C390水蒸气透过率测试系统参数及适用范围、试验过程等内容,为企业监控不同温度下材料的水蒸气透过率提供参考。关键词:水蒸气透过率、阻湿性、温度、水蒸气透过率测试系统、包装材料、红外传感器法 1、意义 水蒸气透过率是评价包装材料阻湿性的指标,是影响包装材料对所包装产品保护功能的重要因素,是防止产品出现受潮、发霉、结块等问题的重要屏障。影响包装材料水蒸气透过率的因素较多,如包装材质、厚度、材料内部结构及温度、湿度等环境条件等,一般来说,含铝箔、PVDC、镀铝膜、镀氧化物膜等材料包装的水蒸气透过率较低,同种材质包装厚度较厚者、结晶度、取向程度较高者其阻湿性较高,另外,包装材料不同的使用或存储环境同样会影响其水蒸气透过率,因此对于已经成型的包装材料来说,可通过对存储及流通环境的控制,使包装材料的阻湿性满足产品的保质要求。本文测试了不同试验温度下材料的水蒸气透过率,并分析材料的阻湿性随温度的变化情况。 2、试验依据 包装材料水蒸气透过率的测试方法有杯式法、电解传感器法、湿度传感器法、红外传感器法等,本次试验依据红外传感器法测试样品,所依据的标准为GB/T 26253-2010《塑料薄膜和薄片水蒸气透过率的测定红外检测器法》。 3、试验样品 本文以某企业生产的塑料薄膜为试验样品,分别测试其在25℃、90%RH与38℃、90%RH条件下的水蒸气透过率。 4、试验设备 本次试验所采用的试验设备为C390水蒸气透过率测试系统,该设备由济南兰光机电技术有限公司自主研发生产。
FTM1-FINAT测试方法NO.1 180°剥离力测试(剥离速度300mmmin)
FTM1-FINAT测试方法NO.1 180°剥离力测试(剥离速度 300mmmin) 适用范围:本方法用于测试自粘性压敏材料的永久粘合力或可剥离性。 定义:剥离力是在一定条件下将压敏材料从标准测试板上以一定角度、一定速度剥离时所需的力。 分别在压敏材料和标准测试板贴合20min及24h后进行测试,称后者 为永久剥离力。 测试仪器:拉力测试仪或类似仪器,其夹具能以180°剥离玻璃压敏材料,剥离速度300mm/min,精度+2%。 测试板用玻璃制成。 一只标准FINAT测试压辊。 测试样品:应是从有代表性的材料上取下来的测试条,测试条宽25mm,沿仪器方向至少长175mm.切口应干净、平直。每种材料至少应取3条进行 测试。 测试条件:温度23±2℃,50%RH±5%RH。测试样在测试前应至少放置4h。 测试步骤:从测试条上移除背材,胶面向下,用轻微指压将胶条贴于清洁的测试板上。用FINAT测试压辊以大约10mm/s的速度每方向各压2次,使 胶面与测试板表面紧密接触。 在测试条贴合于测试板以后,放置20min再测试。重复上述步骤,将 另一测试条贴合于另一测试板上,放置24h再测试。 将测试条与测试板固定在仪器的合适位置使得剥离角度为180°,设置 夹具分离速度为30mm/min。在测试条中部每10mm读取数据,至少 读取5个数据。对所读取数据取平均值。 测试结果:剥离力用N/25mm表示,对各测试条取平均值。贴合时间为20min 或24h。 破坏类型 CP 洁净试板-试板上无污痕。 PS 试板污染-测试区域有色变,但无胶残留。 CF 内聚破坏-胶膜在测试过程中撕裂,胶残留在试板和基材上。 AT 胶转移-胶膜干净地从基材转移到试板上。用百分数描述胶转 移程度。
ASTM-D3359-09-标准试验方法-胶带法测量附着力
Designation: D 3359 – 02 名称: D 3359-02 Standard Test Methods for Measuring Adhesion by Tape Test1 ASTM D3359-09 标准试验方法胶带法测量附着力 This standard is issued under the fixed designation D 3359; the number immediately following the designation indicates the year of original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. A superscript epsilon (e) indicates an editorial change since the last revision or reapproval. 这个标准是D 3359确定了以后发行的。数字代表名称最初通过的时间,或者修订情况,和最新版本。括号内的数字代表最新重新审批时间。上标代表最新版本的变化或重新审批。 This standard has been approved for use by agencies of the Department of Defense. 该标准已经被国防机构部门批准使用。 1. Scope 范围 1.1 These test methods cover procedures for assessing the adhesion of coating films to metallic substrates by applying and removing pressure-sensitive tape over cuts made in the film. 本标准提出的试验方法是规定通过在漆膜切割区施加和撕离压敏胶带的方式,对漆膜与金属底材之间的附着力进行评定的程序 1.2 Test Method A is primarily intended for use at job sites while Test Method B is more suitable for use in the laboratory. Also, Test Method B is not considered suitable for films thicker than 5 mils (125μm). 试验方法A主要是供工作场所用,而试验方法B更适合实验室使用。试验方法B被视为不适合厚度超过 5毫英寸(125微米)的漆膜。 NOTE 1—Subject to agreement between the purchaser and the seller,Test Method B can be used for thicker films if wider spaced cuts are employed. 注 1-根据买卖双方的协议,如果切割间距较宽,漆膜较厚时可采用试验方法B。
充氮包装重点关注性能解析
充氮包装重点关注性能解析 摘要:随着包装技术的进步,充氮包装已在食品、药品等产品包装方面得到广泛应用,能否保持包装中的氮气浓度是决定充氮包装保质效果的关键因素之一。本文针对性的分析了用于充氮包装的软塑包装材料应重点关注的性能指标,从而为企业筛选充氮用包装材料提供参考。 关键词:充氮包装、软塑包装材料、氮气透过量、氧气透过量、密封性能、热封强度、柔韧性 伴随着人们对生活水平要求的提高,食品、药品等产品的种类日新月异,产品的研发方向趋向少添加、绿色、无公害化发展,流通的地域也越来越广,这就对产品的包装技术提出了较高要求,以保证产品在流通过程及货架期内保持质量完好。 充氮包装是以氮气替换包装中气体的一种包装技术。氮气作为惰性气体,能够抑制微生物的繁殖,且与产品成分间无相互作用,将产品置于氮气氛围中可降低与产品接触的氧气浓度,可抑制微生物的生理活动、酶的活性和鲜活商品的呼吸强度,达到防毒、防腐和保鲜的目的。此外,充氮包装还具有防止产品被挤压变形、破碎等作用,可保持产品外观完好。然而,若要充分发挥上述功能,所用包装材料则应具有良好的性能,使包装内部的氮气浓度保持较高水平。为此,本文针对性分析了充氮包装材料应重点关注的性能指标。 图1 充氮包装食品 氮气透过量 氮气透过量指的是单位时间内渗透过单位面积材料的氮气量,该指标值的高低直接影响包装内部的氮气向外渗透的快慢,若所用包装材料的氮气透过量较高,包装内部的氮气散失较快,则在产品的存储及货架期内,包装易发生瘪袋,故而较低的氮气透过量是充氮包装材料应具有的基本性能。 目前,包装材料氮气透过量的测试方法主要为压差法,所依据的标准为GB/T 1038-2000
《剥离力测试》作业指导书
1.目的 为了让实验室的操作者能规范的使用仪器,保持测试数据的准确性。 2.范围 本测试方法适用于单、双面压敏胶粘带与不锈钢板180°剥离强度的测定,也适应于其它材料,如PVC、ABS、PE等。 3.引用标准 《压敏胶粘带180°剥离强度试验方法》 GB/T 2792-1998 4.定义 剥离强度 peel strength 在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的载荷。用k N/m 表示。 5.测试时机 5.1 每个供应商每月纸类和非纸类各随机抽测1次; 5.2 客户对粘性有特殊要求的; 5.3 材料出现粘性异常的。 6.试验装置 6.1 压辊 6.1.1 压辊是用橡胶包覆的直径(不包含橡胶层)约70mm,宽度约45mm的钢轮。 6.1.2 包覆橡胶硬度(邵尔A型)为80°±5°,厚度约6mm。 6.1.3 压辊的质量为2000g±50g。 6.2 试验机 本试验机采用卧式结构,用高精度齿轮减速电子调速电动机拖动负载夹头,加载性能平稳。整机由拖动电机、主机壳、微电脑控制器、微型打印机等组成,测力单元采用高精度力值传感器和以单片机为中央处理器的数字控制系统构成。 6.3 试样 6.3.1 胶粘带 胶粘带宽度为20mm±1mm和25mm±1mm两种,长度约为200mm。 6.3.2 试验板 试验板长度为125mm±1mm,宽度为50 mm±1mm,厚度为1.5 mm-2.0 mm。 6.4 清洗剂和擦拭材料 清洗剂为乙醇、汽油、异丙醇、甲苯、环已烷等适用的试剂或没有残留物
的工业级以上的溶剂。 擦拭材料为无尘布、无纺布、脱脂纱布、漂布等擦拭时没有短纤维掉落或拉断的柔软的织物,并且不含于上述溶剂的物质。 7.试验条件 7.1 除非另有规定,实验室的温度为18℃-27℃,相对湿度为45%R.H-65%R.H; 7.2 试样裁取后,连同试验板在实验室环境下放置2H后,方可进行正式测试。 8.作业内容 8.1 用擦拭材料沾清洗剂擦洗试验板和加载板,然后再用干净的无尘布将其擦 干,保持工作面的整洁,清洗后不能用手或其它物体接触板的工作面。 8.2 在制备试样前,先撕去外面的3-5层的胶粘带,然后再取长约200mm以上 的胶粘带(胶粘带的粘合面不能接触手或其它物质)。并把胶粘带与清洗后的试验板粘接。然后用压辊在自重下以约300mm/min的速度在试样上来回 滚压三次(试样与试验板粘合处不允许有汽泡的存在)。 8.3 试验制备后,应在试验环境下停放20-40min后进行试验。 8.4 将试样自由端对折180°,并从试验板上剥开粘合面25mm。把试样自由端 和试验板分别装进剥离机的左右夹头中进行180°的剥离测试,并将测得的F1、F2值来取其平均值得出该样的180°剥离力。 8.5 实验操作流程如下:上电—-预热(10分钟)---按“设置”键—-按“F0、 F1、F2…设置宽度、速度、打印等—-按“退出”键退出设置状态—-按“剥 离”选择实验项目—-按“点动”键、或“回位”键、“停止”键调整夹持 距离—-装夹试样—-按“运行”键启动实验—-试样断裂自动停机(或手动 停机)可选择打印(或不打印)---按“回位”键—-按“停止”键—-重复 上述过程,进行下一次实验—-关机。 9.试验结果 9.1 取值范围 按剥开后试样长度的20-80mm之间的距离计算。 9.2 读数法计算 在剥离的取值范围内,每隔20mm读一个数,共读四个数,求其平均值。每一组试样的个数均要不少于3个,试验结果以剥离强度的算术平均值表示。 9.3 测试结果由测试人员负责填入《材料剥离试验测试报告》中,测试后的样 品处理(留样或报废)则依据实际需要来选择。 10.应用表单 10.1 原材料剥离力测试报告(24530230) 附表
M胶带附着力测试
M胶带附着力测试公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
3M附着力测试胶带 原装思高(Scotch)高级透明工业胶带 型号:500#,600#,610#,810# 规格:18mm * 15m 1/2 IN(12mm) * 1296 IN(32.9m) 3/4 IN(19mm) * 1296 IN(32.9m) 测试胶带用途:广泛应用于丝印、彩印、喷印等工艺中,检验其油墨附着性,是标准测试手段。如:印刷线路板,塑料制品丝印,喷印,电子产品丝印、喷印。 测试胶特点:粘性稳定、贴强度大,国际标准测试胶带;透明度高,日久不变黄;独立纸盒包装、方便保存、办公用规格、易于使用。 3M 600 和610都是用来测量附着力比较常用的胶带,与810的区别在于其粘力的大小,记忆中810比600和610的粘力都小。 测试方法简单的说就是: 用刀在产品上面划格子(面积大小1mm*1mm),格子的数量与产品的面积有关,能多划尽量多划,划完格子后用胶带紧紧的粘贴在产品表面,过大约2-5分钟后以一定的角度(60,90,180都可以)迅速把胶带剥离产品。 判断附着力有以下6个等级,一般的要求是3B: 5B 切割线条边缘非常光滑,方网格无任何脱落 4B 在切割线条交叉点有细粉脱落,受影响面少于5% ?
3B 在切割线条的边缘和交叉点,有细粉脱落,受影响的网格在5%?-15%? 2B 在切割线条的边缘和方格内,有薄片脱落,受影响的网格在15%?-35%? 1B 在切割线条的边缘有带状土层脱落和整个方格脱落,受影响的网格在35%?-65%? 0B 比1B更严重的涂层脱落
ASTMD剥离强度测试标准中文版
压敏胶带剥离强度测试标准 1. 范围 1.1 这些测试方法主要用于压敏胶带剥离强度的测试。 1.1.1 方法 A:单面胶从标准钢板或其他类似表面的平板上 180° 剥离的测试方法。 1.1.2 方法B:单面背衬胶粘性的测试方法。 1.1.3 方法C:双面胶与标准钢板粘性的测试方法。 1.1.4 方法D:单面胶或双面胶与离型纸的粘性的测试方法。 1.1.5 方法E:无基材胶带与标准钢板的粘性的测试方法。 1.1.6 方法F:单面胶与标准钢板90°剥离的测试方法。 1.2 这些测试方法是给定压敏胶带粘性测试的统一评定方 法,这评定可以针对一卷,两卷之间或一批。 1.3 不同的基材和(或)胶质都会影响测定结果,因此, 这些方法不适用不统一的胶质。 1.4 这些测试方法不适用于一些相对硬质的基材、衬里或
在低强度下高粘性背胶的测试。这些特性对测试结果有很大 的影响,因而不能真正代表粘力。 1.5 测试数值用 IS 或英寸—磅做为单位,在每个单位系 统中数值的规定都是不同的,因此,每个系统必须使用自己 的单位。 1.6 这些标准没用强调在操作过程中可能会发生的所有安 全隐患。标准使用者有义务去建立一个安全健康的操纵规则。 4. 测试方法概要 4.1 方法 A——单面胶 180°剥离——用可控压力把胶带 粘贴到标准测试板上。测试时,以恒定的速度180°角从测试板上剥离。 4.2 方法 B——单面背衬胶的粘性——胶带式样一粘贴到 测试钢板上,取另一式样粘贴到式样以的背面,然后按方法 A 进行测试。 4.3 方法C——双面胶 4.3.1 表面粘性——把双面胶的正面贴到不锈钢板上, 衬里面朝外。撕去衬纸,贴一层 0.025mm(0.001in)的聚酯薄膜,接下来按方法 A 进行测试。
医用输液贴剥离强度的测试方法
医用输液贴剥离强度的测试方法
摘要:医用输液贴是输液时常用的一种医疗产品,剥离强度是影响其使用性能的重要因素。本文以Labthink 兰光MED-01医药包装性能测试仪为试验设备,测试了某品牌输液贴的剥离强度,并介绍了试验过程、试验原理、设备的参数及适用范围等内容,为企业监控输液贴的胶粘性能提供参考。 关键词:医用输液贴、剥离强度、胶粘性能、脱落、不易撕掉、医用包装性能测试仪、医用胶带 1. 意义 医用输液贴是输液过程中不可或缺的一种医疗产品,主要用于输液过程中固定输液导管、针柄,并对输液的穿刺部位产生一定的保护作用。医用输液贴主要由医用胶带、吸水垫、隔离膜三部分组成,其中医用胶带起固定作用,由表面涂布医用胶黏剂的医用无纺布或医用聚氯乙烯(PVC)、聚乙烯(PE)或医用聚氨酯膜(PU)等材料构成,该部分胶粘性的大小直接影响到输液贴能否充分发挥其固定与保护作用。若输液贴的胶粘性较小,则在输液过程中输液贴易发生脱落,丧失其固定作用;若输液贴的胶粘性过大,则输液完毕后,输液贴不易撕掉,在撕扯的过程中造成患者强烈的疼痛感,损伤患者皮肤,故而医用输液袋应具有适宜的胶粘性。输液贴胶粘性的检测指标主要有两种,分别为持粘性、剥离强度,本文主要是通过测试剥离强度来表征其胶粘性能。 图1 常用医用输液贴 2. 检测样品 某企业生产的医用输液贴。 3. 检测依据 本次试验过程依据医药行业标准YY/T 0148-2006《医用胶带通用要求》中关于剥离强度试验的相关规定。 4. 试验设备 本文采用的试验设备为由济南兰光机电技术有限公司自主研发生产的用于医药包装检测的MED-01医药包装性能测试仪。
GB2792-81压敏胶粘带180°剥离强度测定方法.
中华人民共和国国家标准 GB2792-81 压敏胶粘带180°剥离强度测定方法 1 适用范围 本标准规定了用剥离法测量分开压敏胶粘带与被粘板材所需力的测定方法。 压敏胶粘带与被粘物为片、膜材料时,将采用金属校直板进行测定。 2 原理 用180°剥离方法施加应力,使压敏胶粘带对被粘材料粘接处产生特定的破裂速率所需的力。 3 装置 3.1 辊压装置(见图1) 3.1.1 压辊是用橡胶覆盖的直径为84±1mm,宽度45mm的钢轮子。 3.1.2 橡胶硬度(邵尔A型)为60°±5°,厚度6mm。 3.1.3 压辊质量为2000±50g。 3.2 试验机 3.2.1 拉力试验机应符合JB 706-77《机械式拉力试验机技术条件》的关于鉴定试验机的要求。3.2.2 拉力试验机应附有能自动记录剥离负荷的绘图装置。 4 试样 4.l 胶粘带 胶粘带宽度为20±1、25±1mm,长度约200mm。
4.2 试验板 胶粘带与板材粘合时,试验板表面应平整,试验时不应产生弯曲变形,试验板尺寸如图2所示。 单位:mm。 4.3 校直板 胶粘带与片、膜材料粘合时,应使用金属校直板,其尺寸如图3所示。单位:mm。 4.4 试样制备 4.4.1 被粘材料,表面处理方法、试样制备后的停放时间等应按产品工艺规程要求进行。4.4.2 为了保证在试验时胶粘带与被粘片、膜材料保持180°分离角度,用胶粘带将试片顺长度方向的两侧粘贴在金属校直板上。 5 试验条件 5.1 试验室温度为23±2℃;相对湿度为65±5%。
5.2 胶粘带、被粘材料应在5.1条件下放置2h以上。 6 试验步骤 6.1 用精度不低于0.05mm的量具测量胶粘带宽度。 6.2 将胶粘带剥开,切去外面的3~5层,均匀撕剥胶粘带(在粘合长度内不能接触手或其它物体),使胶粘带与被粘材料一端粘接,其夹角大于30°,被粘材料的另一端下面放置一条长约200mm, 宽40mm的涤纶膜或其它材料,然后用辊压装置的轮子在自重下约以120mm/s的速度对试样来回滚压三次。 6.3 到达产品工艺规程规定的停放时间后,将试样自由端折过180°,并剥开粘合面约10mm。被粘材料夹在下夹持器上,试样自由端夹在上夹持器上。应使剥离面与试验机力线保持一致。6.4 试验机以300±10mm/min下降速度连续剥离。有效剥离粘合面长度约100mm,并有自动记录装置绘出剥离曲线。 7 试验结果 7.1 取值范围 在记录曲线中,曲线AB、CD部分都不计入试验结果(图4)。单位:mm。 7.2 求积仪法计算 压敏胶粘带180°剥离平均强度σ(180°B)(g/cm)按下式计算:
180度剥离力测试方法
文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 2页 共 4页 1.目的 规范压敏胶粘带180°剥离力测试,确保测试数据的准确性。 2.适用范围 适用于压敏胶粘带180°剥离力测试。 3.定义 180°剥离力:在一定条件下,将压敏胶粘带从标准试验板上以180°、300mm/min的速度 剥离时所需的力,以kgf/mm表示。 4.职责 4.1 实验室工程师:压敏胶粘带180°剥离力测试的操作培训、测试指导及测试分析。 4.2 测试员:按照此作业规范对压敏胶粘带进行180°剥离力测试,并对所使用机治具进 行日常点检与保养。 5.测试步骤 5.1 仪器说明:智能电子拉力试验机,参见《智能电子拉力试验机操作规范》。 5.2 测试样品:胶粘带的宽度为25±1mm,长度约为350mm,特殊情况也可以采用其它宽度 的样品。除非另有商定,样品制备前应在5.3条件下放置至少2H。 5.3测试环境:温度为23±2℃;相对湿度50%±5%。 5.4测试步骤 5.4.1 准备长度为125mm±1mm、宽度为50mm±1mm、厚度为1.5~2.0mm的钢板。钢板材 质应为GB/T3280规定的OCr18Ni9或1Cr18Ni9Ti,试验板表面用JB/T 7499规定的 粒度为P280耐水砂纸,先沿着横向轻轻打磨,在整个面上磨出轻度痕迹,再沿 纵向均匀打磨,除去这些痕迹。试验使用次数频繁及长期没有使用后,应再打 磨后使用。试验板表面有永久性污染时,应及时更换。试验板使用其它材料时, 其材质和表面情况应在报告中说明。 5.4.2 用纱布沾无水乙醇擦拭试验板测试面,然后用干净的脱脂纱布将其擦干,如此反 复清洗三次以上,直至试验板的测试面经目视检查达到清洁为止。清洗后,不得 用手和其他物体接触试验板的工作面。 5.4.3 样品的制作
离型膜残余测试办法
1目的Purpose 为了规范操作,澄清流程,提高效率,特制订此操作指导书。 2安全Safety 2.1此评估方法适用于服从COSHH规章的物质 2.2finat压力滚筒应小心操作因为滚筒有时会与把手脱离,当压力滚不使用时应妥善放置放以防滚 筒滑动 3原理Principle 3.1此方法用于测定有机硅涂层上的迁移性。通过评判有机硅涂层从基材上迁移的量及迁移量对胶 5.1.1将长*finat 3kg 5.1.2 20mm/s 速度用finat 样的测试板至少放置20min。 5.2测试步骤 5.2.1启动电脑,启动拉力机电源,松开拉力机紧急停止按钮。 5.2.2测试软件画面上选择选择“180剥离",设置软件测试宽度,长度,测试距离等,至测试画面。 将“负荷”、“变形”“位移”等等全部点击“调零”。 5.2.3取一制作好的胶带样条,用回形针固定于测试用钢板上,放置于十字头上固定,夹子夹住胶 带最下面多余部分,力度不可太紧或是太松,检查无误后,按“运行”按钮进行测试。如此重 复上述操作,待操作结束,统计结果并记录。 6结果Result
6.1对于放置20h的测试样及控制样所得结果分别取平均值,以gf为单位 6.2迁移性%=测试样的剥离力/控制样的剥离力*100 7备注 7.1剥离力低,SA值高表明有机硅涂层固化完全 7.2剥离力高通常表明涂层固化不充分或不均匀或是胶粘剂与某固化涂层反应了 7.3剥离力低,SA值低表明硅转移了。然而,残余粘着力SA的值很大程度上取决于基材的表面质 地。一般而言,基材表面越光滑,SA值越高。通常SA值在70%-90%。 7.4结果讨论时应考虑到加速老化测试的结果,因为胶粘剂的性能与温度有关,在高温下胶粘剂过 度地流动会导致高的剥离力值,特别是有针孔或不完全涂层处。 7.5
胶带检测标准
包装胶带检验标准 胶带的基本技术指标: 产品名称:BOPP包装胶带 基材:BOPP双向拉伸聚丙烯膜 胶粘剂:丙烯酸脂胶水 ●总厚度……………… 52um ●初粘力……………… 18# ● 180°剥离力(对不锈钢板)……………… 0.65kg/25mm ●保持力……………… 24hrs ●抗张强度……………… 30N/cm ●伸长率……………… 180% 以上数据是依据GB4852、GB-2792、GB-7753等测试方法检测,是可靠的试验结果。 现在很多企业由于对包装胶带知识缺乏专业性,所以在购买胶带的时候很容易被带进一种误区,而且由于自己的想象很容易造成企业偷工减料的来源。所以企业在采购包装胶带的时候有以下几个方面要注意到一、闻味道,如果味道很浓,有一股酸臭的味道,这种胶带的保持力非常差,尤其在低温环境下,基本粘在纸箱上都会开裂,味道越浓的时候手感初粘力还是很粘的,但很快就会胶面干涩,失去胶性,那时候就表现在胶带表面有裂纹。因为涂胶不匀的关系。 二、看膜的亮度,一般劣质胶带都颜色发暗,这种胶带断裂的概率非常高,强度差。 三、手感膜的厚度,感觉膜硬的胶带一般都比较次,而且由于膜厚,实际米数会减少。好的胶带所选用的薄膜都比较柔软,用手拉伸长性好。 四、看颜色,一般透明胶带外观颜色越白,胶带杂质越少,才能保证正常的胶粘性,100米以下的胶带都有一定的透明度可以看到纸管。黄色胶带看胶带表面有无分布不规则的白点,用手压抹不去的为杂质或胶干的印迹,这种产品一般就带有气味。 五、看纸管:选用厚纸管的胶带一般都是为了误导消费。胶带的生产是从国外开始的,所以胶带的纸管内径都是统一的7.6厘米,但劣质胶带在纸管的厚度上是做足了功夫,而造成这种情况的与许多消费者还是有关系的,很多人认为纸管越厚,外圈越大,胶带就卷的越多,猛的一听好象很正确,其实可以仔细计算一下呢?就说用3毫米的纸管和7毫米的纸管比吧,如果两卷胶带从纸管外径到胶带边缘的纯胶带厚度都是1公分,我们可以用数学公式计算一下7毫米纸管对比3毫米纸管每1公分胶厚能多几米胶带? 如果同等胶带厚度,从上图我们可以很容易计算,7毫米纸管比3毫米纸管厚4毫米,也就是直径多了8毫米,换算成米就是8÷1000=0.008米那换算成周长的话,7毫米纸管的胶带比3毫米纸管的胶带每一圈多多少米呢?也就是3.14×0.008=0.02512米。那1公分的胶厚度究竟有多少圈胶带呢?我们上面说过,胶带的总厚度在50微米,但对于那些掺杂了杂质的胶带,那大家就应该明白为什么掺杂杂质了!1公分=10毫米=10000微米,也就是说1公分纯胶厚的胶带是卷了10000÷50=200圈,那7毫米纸管比3毫米纸管多了多少胶带呢?我们可以算出来就是用每圈多的米数去乘以圈数=200×0.02512=5.024米,也就是说一个外圈大4毫米的胶带其实每公分胶厚只是多了5米多点,但如果只是从外径对比的话,那胶带的大小差距是非常大的,难怪大家都恨不得把纸管做的越大,那目的还不是把胶带卷的少点。 反过来,如果两个不同厚度纸管的胶带大小同等,那3毫米纸管的胶带与7毫米纸管之间的那4毫米卷成胶带会是多少米呢?我们也可以计算一下。首先算纸管的外径周长=纸管内径+纸管厚度×2。那3毫米纸管的外径就是76毫米+3毫米×2=82毫米=0.082米。外径周长就是了3.14×0.082=0.2574米,当胶带卷到纸管7毫米厚度的时候,外径就是76毫米=7毫米×2=90毫米=0.09米,那外径周长就扩大到3.14×0.09=0.2826米了,我们取平均值,也就是说每圈胶带的长度是(0.2574+0.2826)÷2=0.27
剥离强度测试标准
压敏胶粘带180°剥离强度测定方法剥离力测试仪压敏胶粘带180°剥离强度测定方法剥离力测试仪 xx国家标准 压敏胶粘带180°剥离强度测定方法 1适用范围 本标准规定了用剥离法测量分开压敏胶粘带与被粘板材所需力的测定方法。 压敏胶粘带与被粘物为片、膜材料时,将采用金属校直板进行测定。 2原理 用180°剥离方法施加应力,使压敏胶粘带对被粘材料粘接处产生特定的破裂速率所需的力。 3装置 3.1辊压装置(见图1) 3.1.1压辊是用橡胶覆盖的直径为84±1mm,宽度45mm的钢轮子。 3.1.2橡胶硬度(邵尔A型)为60°±5°,厚度6 mm。 3.1.3压辊质量为2000±50g。 3.2试验机 3.2.1拉力试验机应符合JB 706—77《机械式拉力试验机技术条件》的关于鉴定试验机的要求。 3.2.2拉力试验机应附有能自动记录剥离负荷的绘图装置。 4试样 4.1胶粘带
胶粘带宽度为20± 1、25±1mm,长度约200mm。国家标准总局发布1 9 8 2年8月1日实施中华人民共和国化学工业部提出上海橡胶制品研究所起草GB 2792-81 4.2试验板 胶粘带与板材粘合时,试验板表面应平整,试验时不应产生弯曲变形,试验板尺寸如图2所示。 单位: mm。 4.3校直板胶粘带与片、膜材料粘合时,应使用金属校直板,其尺寸如图3所示。单位: mm。 4.4试样制备 4.4.1被粘材料、表面处理方法、试样制备后的停放时间等应按产品工艺规程要求进行。 4.4.2为了保证在试验时胶粘带与被粘片、膜材料保持180°分离角度,用胶粘带将试片顺长度方向的两侧粘贴在金属校直板上。 5试验条件 5.1试验室温度为23±2℃;相对湿度为65±5%。 5.2胶粘带、被粘材料应在 5.1条件下放置2h以上。 6试验步骤 6.1用精度不低于
M胶带附着力测试
M胶带附着力测试 TTA standardization office【TTA 5AB- TTAK 08- TTA 2C】
3M附着力测试胶带原装思高(Scotch)高级透明工业胶带 型号:500#,600#,610#,810# 规格:18mm * 15m 1/2 IN(12mm) * 1296 IN 3/4 IN(19mm) * 1296 IN 测试胶带用途:广泛应用于丝印、彩印、喷印等工艺中,检验其油墨附着性,是标准测试手段。如:印刷线路板,塑料制品丝印,喷印,电子产品丝印、喷印。 测试胶特点:粘性稳定、贴强度大,国际标准测试胶带;透明度高,日久不变黄;独立纸盒包装、方便保存、办公用规格、易于使用。 3M 600 和610都是用来测量附着力比较常用的胶带,与810的区别在于其粘力的大小,记忆中810比600和610的粘力都小。 测试方法简单的说就是: 用刀在产品上面划格子(面积大小1mm*1mm),格子的数量与产品的面积有关,能多划尽量多划,划完格子后用胶带紧紧的粘贴在产品表面,过大约2-5分钟后以一定的角度(60,90,180都可以)迅速把胶带剥离产品。 判断附着力有以下6个等级,一般的要求是3B: 5B 切割线条边缘非常光滑,方网格无任何脱落 4B 在切割线条交叉点有细粉脱落,受影响面少于5% 3B 在切割线条的边缘和交叉点,有细粉脱落,受影响的网格在5%-15%
2B 在切割线条的边缘和方格内,有薄片脱落,受影响的网格在15%-35% 1B 在切割线条的边缘有带状土层脱落和整个方格脱落,受影响的网格在35%-65% 0B 比1B更严重的涂层脱落
高温胶带测试方法
高温胶带测试方法 1.目的 规范来料高温胶带的测试方法,保证生产所需的高温胶带产品满足品质要求。 2.适用范围 适用于公司所有规格的外购高温胶带来料性能测试。 3.取样方法 3.1样品剪裁取样前必须在温度23±2℃,相对湿度55±10%的环境内存 放时间不少于2小时。 3.2所有待测样品必须撕掉最外至少3层,测试取样从3层以内开始,以 500mm/s左右的速度自由转动撕下。 4.测试方法 4.1 尺寸测量 4.1.1 使用千分尺测量样品厚度,精确至0.001mm,每个测量点的距离不 小于300mm,至少测量3个点,每个点的厚度值都应在标称值内。 4.1.2 使用游标卡尺测量样品宽度,精确至0.01mm,每个测量点的距离 不小于300mm,至少测量3个点,每个点的厚度值都应在标称值内。 4.2180°剥离测试 4.2.1 试验环境要求:温度23±2℃,相对湿度55±10%。 4.2.2 试样制备 取宽度30mm,长度200mm,至少一面为光洁镜面的304不锈钢板,钢板表面不允许有可见的凸起或凹坑。用无水乙醇擦拭钢板表面,直至没有任何污渍。 从样品上剪取长度不少于200mm的样品,沿着钢板的长度方向平行贴合,贴合过程中不得接触胶带粘合面,贴合时胶带与钢板间不允许有可见气泡。贴合后用橡皮擦沿长度方向擦拭3次,使胶带和钢板充分贴合。 样品贴合后在试验环境中存放时间不小于30分钟,不大于2小时时间以内进行剥离测试。 4.2.3 测试步骤 把胶带从钢板一端撕下约25-50mm长,胶带自由端和钢板分别夹持万能电子试验机的上、下夹头上,方向和拉伸剥离方向相平行,然后以300mm/min的速度进行剥离。测试样品数量不少于3个。 记录剥离强度σ,单位KN/m。必要时转换成单位为N/25mm。任一测试值都必须大于样品标称值。 4.3耐高温测试 4.3.1试样制备 取宽度30mm,长度200mm,至少一面为光洁镜面的304不锈钢板,
印刷油墨在包装袋表面附着牢度的测试方法
印刷油墨在包装袋表面附着牢度的测试方法
摘要:采用表面印刷工艺的软塑包装的油墨层在包装袋表面的附着牢度是关系到印刷字迹、图案是否易发生脱落的重要因素。本文通过对某速冻产品包装薄膜表面墨层结合牢度的检测,介绍了一种验证包装印刷质量的试验方法,并对试验过程、Labthink兰光BLJ-02圆盘剥离试验机和YGJ-02胶粘带压辊机等试验设备进行了简单的描述,为企业检验包材的印刷效果提供参考。 关键词:表面印刷、软塑包装、墨层结合牢度、圆盘剥离试验机、胶粘带压辊机、单层薄膜、墨层脱落1、意义 常见的软塑包装袋包括单层薄膜、复合薄膜两种,印刷方式包括表印和里印。对于单层薄膜类软塑包装来说,印刷的质量尤为重要,这是因为单层膜的印刷层通常是暴露在外面的,受外界环境的影响较大,若印刷用油墨在薄膜表面的结合牢度较差,则在成品包装的运输、销售过程中受外力摩擦、揉搓时油墨层易被磨花,或发生脱落,不仅会降低所包装的产品在消费者心目中的形象,而且可能会丢失如生产日期、保质期、保存方法等重要信息,给消费者的购买或使用过程带来不便。因此,提高印刷油墨在包装表面的结合牢度,加强对印刷层位于薄膜表面类包材墨层结合牢度的检测,是防止墨层磨花、脱落的重要举措。 图1 常见的表面印刷的软塑包装 2、检测依据 墨层结合牢度试验可参考标准为GB/T 7707-2008《凹版装潢印刷品》中5.7条中的相关规定。 3、检测样品 某速冻食品包装用单层软塑包装袋。 4、检测设备 本文利用济南兰光机电技术有限公司自主研发生产的BLJ-02圆盘剥离试验机和YGJ-02胶粘带压辊机对样品的墨层结合牢度进行测试。