注塑件检验规范
1材料2尺寸3
试装4结构序
号
112345序号检验
项目
检验判定标准检验工具及方法缩 水外观可视面(A级面):无缩水。
非外观可视面(B级C级面):手摸无明显凹凸感。
飞 边外观可视面(A级面):不可有飞边,飞边修整后宽窄一致,不允许有锐
边;
非外观可视面(B级C级面):飞边不可刮手,修整后光滑,线条一致,无波
纹状。
白印
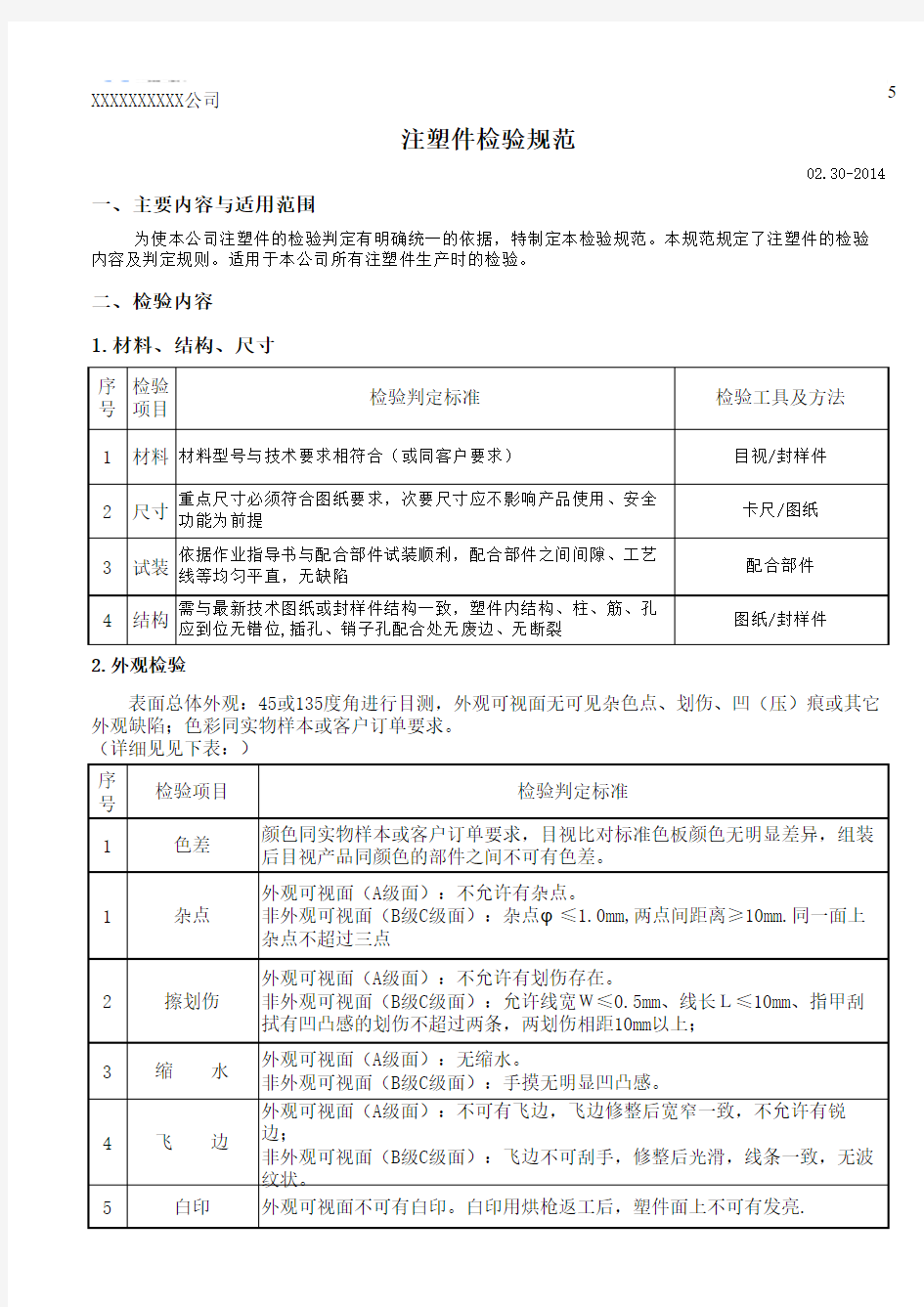
外观可视面不可有白印。白印用烘枪返工后,塑件面上不可有发亮.色差颜色同实物样本或客户订单要求,目视比对标准色板颜色无明显差异,组装
后目视产品同颜色的部件之间不可有色差。
杂点外观可视面(A级面):不允许有杂点。
非外观可视面(B级C级面):杂点φ≤1.0mm,两点间距离≥10mm.同一面上
杂点不超过三点
擦划伤外观可视面(A级面):不允许有划伤存在。
非外观可视面(B级C级面):允许线宽W≤0.5mm、线长L≤10mm、指甲刮
拭有凹凸感的划伤不超过两条,两划伤相距10mm以上;
需与最新技术图纸或封样件结构一致,塑件内结构、柱、筋、孔应到位无错位,插孔、销子孔配合处无废边、无断裂
图纸/封样件2.外观检验
表面总体外观:45或135度角进行目测,外观可视面无可见杂色点、划伤、凹(压)痕或其它外观缺陷;色彩同实物样本或客户订单要求。
(详细见见下表:)
检验项目检验判定标准1.材料、结构、尺寸
材料型号与技术要求相符合(或同客户要求)目视/封样件重点尺寸必须符合图纸要求,次要尺寸应不影响产品使用、安全功能为前提卡尺/图纸依据作业指导书与配合部件试装顺利,配合部件之间间隙、工艺线等均匀平直,无缺陷配合部件XXXXXXXXXX公司注塑件检验规范
02.30-2014
一、主要内容与适用范围
为使本公司注塑件的检验判定有明确统一的依据,特制定本检验规范。本规范规定了注塑件的检验内容及判定规则。适用于本公司所有注塑件生产时的检验。
二、检验内容
5
注:组装后可视的正面称为A级面,下侧面称为B级面,上侧面及左右侧面称为C级面。
三、执行方法
1.首件检验
1.1 检验时机:新产品投产、机位换模后、异常修模后、停机后重新开机时、原材料变更时。
1.2 首件确认项目和数量:尺寸、结构、试装抽取1-2个产品;外观抽连续2-4模产品。
1.3 判定:依据技术图纸,标准,样板,上述检验内容进行检验,发现有不合格项均判定首件NG,对此由生产重新调试或修模改善后再送样确认,直到判定OK。
2.巡检
1.1 巡检起始时间:首件确认半小时后开始作业。
1.2 巡检项目和数量:外观抽取连续2-4模产品,重点尺寸抽取1-2个产品。
1.3 巡检频率:每2小时1次。
1.4 判定:重点尺寸0收1拒,外观检验2收3拒。
1.5 异常处理:发现有异常时(检验不合格)立即知会开机员工和生产管理员进行改善,改善后,对改善前生产1H的产品进行追踪确认,若此产品经抽检,确认存在不良现象,判定为不合格,对于判定为不合格的产品,均需作好标识,并放置不良品区,同时须继续向前追踪1H的产品,直至OK。
四、记录表单:
1.《注塑件巡检检验记录表》
2.《注塑件首件检验记录表》
编制: 审核: 批准:
5