自动配料模拟控制系统设计..
引言
自动配料控制系统是采用PLC控制方式以及新颖的变频调速喂料机构,配合配料控制软件包,实现物料传送、配料控制、配方设计、生产数据管理等功能。并可以通过网络实现多个配料系统的集合控制。
自动配料控制系统设计步骤:
1.主电路设计,并画出接线示意图。
2. 分配I/O地址,列出分配表。
3. 设计系统控制的程序框图。
4. 根据程序框图设计该系统的控制梯形图。
5. 上机调试通过。
6. 利用PLC系统进行模拟运行
1自动配料控制系统结构和工作原理
1.1自动配料控制系统方案
系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统自动关闭。本设计的突出点是故障检测部分的设计,首先,当某一节传送带发生故障时,该节传送带和其前面的传送带会立即停止,该节之后的传送带会在一定的延时后停止。
其次,当某节传送带上的物体过重时,该节传送带和其前面的传送带会立即停止,并且数码显示电路会显示发生故障的电机的号码,该节之后的传送带会在一定的延时后停止。
1.2 自动配料控制系统基本结构
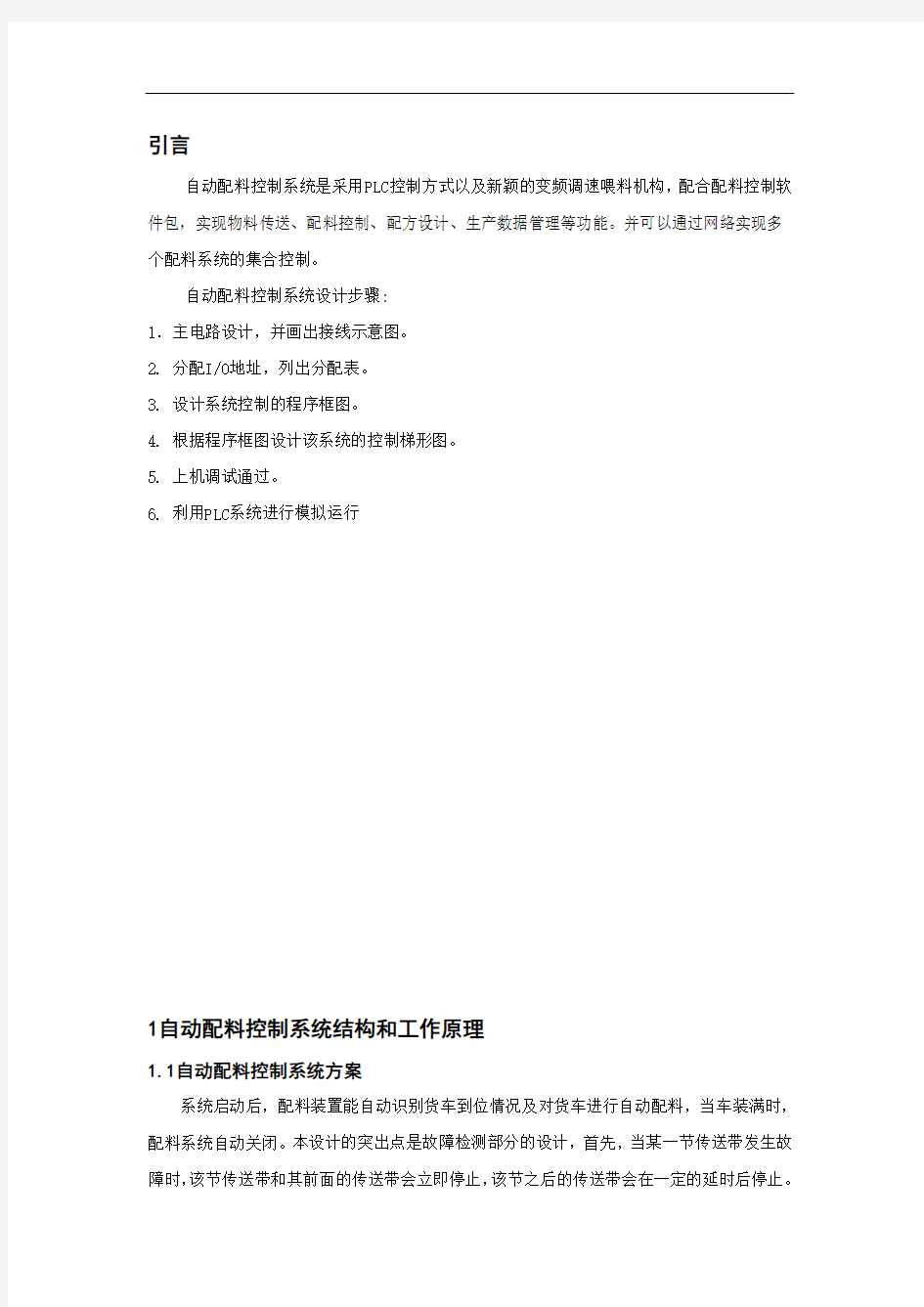
自动配料的模拟面板如图1.1所示,从图中可以看出四节传送带是本次设计的核心电路,PLC编程也是围绕此面板进行的
图1.1 自动配料系统图
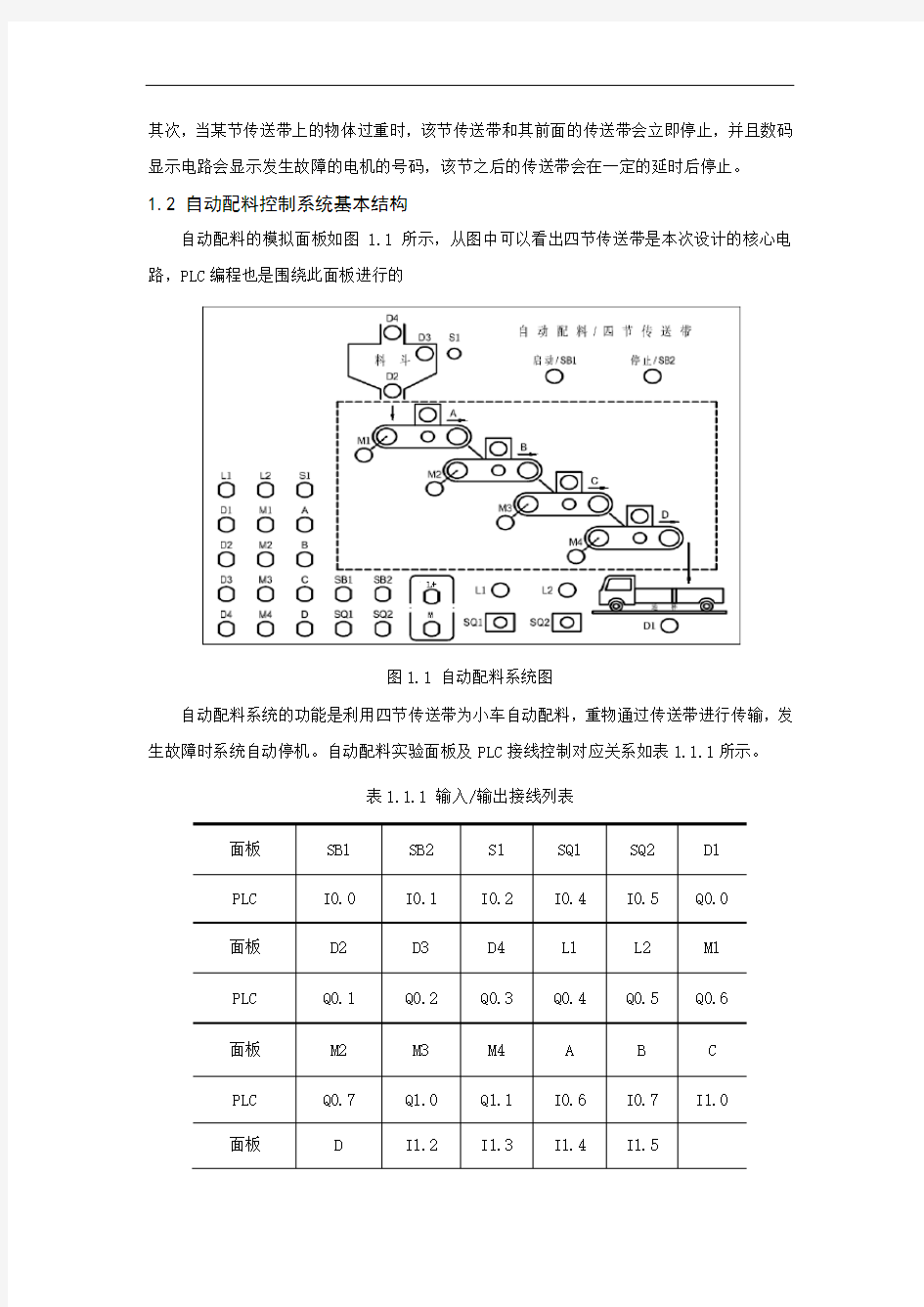
自动配料系统的功能是利用四节传送带为小车自动配料,重物通过传送带进行传输,发生故障时系统自动停机。自动配料实验面板及PLC接线控制对应关系如表1.1.1所示。
表1.1.1 输入/输出接线列表
面板SB1 SB2 S1 SQ1 SQ2 D1
PLC I0.0 I0.1 I0.2 I0.4 I0.5 Q0.0
面板D2 D3 D4 L1 L2 M1
PLC Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6
面板M2 M3 M4 A B C
PLC Q0.7 Q1.0 Q1.1 I0.6 I0.7 I1.0
面板 D I1.2 I1.3 I1.4 I1.5
1. DOP数码显示电路
DOP数码显示电路如图1.2所示。此电路在整个电路中起辅助性作用,即当四节传送带中的某一节发生故障时,数码显示有故障一节的编号,用户可以清楚的看到。
DOP数码显示面板及PLC控制端口对应关系如表1.2所示。
表1.2 数码显示电路
1.3控制系统工作过程
1. 初始状态
系统启动后,红灯L2(Q0.5)灭,绿灯L1(Q0.4)亮,车未到位,表明允许汽车开进装料。料斗出料口D2关闭,若料位传感器S1(I0.2)置为“0”(料斗中的物料不满),进料阀开启进料,D4(Q0.3)亮。当S1置为“1”(料斗中的物料已满),则停止进料(D4灭)。电动机M1、M2、M3和M4均为“0”。
2. 装车过程
装车过程中,当汽车开进装车位置时,限位开SQ1(I0.3)置为“1”,红灯信号灯L2(Q0.5)亮,绿灯L1(Q0.4)灭,车到位;同时启动电动机M4(Q1.1),经过3s后,再启动M3(Q1.0),再经3s后启动M2(Q0.7),再经过2s最后启动M1(Q0.6),再经过3s后才打开出料阀,D2(Q0.1)亮,物料经料斗出料。
当车装满时,限位开关SQ2(I0.4)为“1”,D1(Q0.0)亮,料斗关闭(Q0.1复位),3s后M1停止,M2在M1停止3s后停止,M3在M2停止3s后停止,M4在M3停止3s后停止,同时红灯L2灭,绿灯L1亮,表明汽车可以开走。
3. 故障控制
当某一节传送带发生故障时,该节传送带和其前面的传送带会立即停止,该节之后的传
送带会在一定的延时后停止。例如,当M2发生故障时,M2、M1会立即停止,M3会在M2和M1停止后5s后停止,M4在M3停止5s后停止。其次,当某节传送带上的物体过重时,该节传送带和其前面的传送带会立即停止,该节之后的传送带会在一定的延时后停止。例如,当M1上有重物时,M1会立即停止,同时数码显示电路会显示“1”,M2在M1停止5s后停止,M3在M2停止5s后停止,M4在M3停止5s后停止。
4. 停机控制
按下停止按钮SB2,自动配料装车的整个系统终止运行。
2 自动配料模拟控制系统中的PLC应用
2.1 PLC的发展历史
在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。传统上,这些功能是通过气动或电气控制系统来实现的。1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称Programmable Controller(PC)。
个人计算机(简称PC)发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为Programmable Logic Controller(PLC),现在,仍常常将PLC简称PC。 PLC的定义有许多种。国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关设备,都应按易于及工业控制系统形成一个整体,易于扩充其功能的原则设计。
上世纪80年代至90年代中期,是PLC发展最快的时期,年增长率一直保持为30~40%。在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。
PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
2.2 PLC的硬件和软件
2.2.1 PLC的硬件构成
从结构上分,PLC分为固定式和组合式(模块式)两种。固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
CPU的构成:CPU是PLC的核心,起神经中枢的作用,每套PLC至少有一个CPU,它按PLC 的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,同时,诊断电源和PLC内部电路的工作状态和编程过程中的语法错误等。进入运行后,从用户程序存贮器中逐条读取指令,经分析后再按指令规定的任务产生相应的控制信号,去指挥有关的控制电路。
CPU主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU单元还包括外围芯片、总线接口及有关电路。内存主要用于存储程序及数据,是PLC不可缺少的组成单元。
在使用者看来,不必要详细分析CPU的内部电路,但对各部分的工作机制还是应有足够的理解。CPU的控制器控制CPU工作,由它读取指令、解释指令及执行指令。但工作节奏由震荡信号控制。运算器用于进行数字或逻辑运算,在控制器指挥下工作。寄存器参及运算,并存储运算的中间结果,它也是在控制器指挥下工作。
CPU速度和内存容量是PLC的重要参数,它们决定着PLC的工作速度,IO数量及软件容量等,因此限制着控制规模。
I/O模块:PLC及电气回路的接口,是通过输入输出部分(I/O)完成的。I/O模块集成了PLC的I/O电路,其输入暂存器反映输入信号状态,输出点反映输出锁存器状态。输入模块将电信号变换成数字信号进入PLC系统,输出模块相反。I/O分为开关量输入(DI),开关量输出(DO),模拟量输入(AI),模拟量输出(AO)等模块。
开关量是指只有开和关(或1和0)两种状态的信号,模拟量是指连续变化的量。常用的I/O分类如下:
开关量:按电压水平分,有220VAC、110VAC、24VDC,按隔离方式分,有继电器隔离和晶体管隔离。
模拟量:按信号类型分,有电流型(4-20mA,0-20mA)、电压型(0-10V,0-5V,-10-10V)等,按精度分,有12bit,14bit,16bit等。
除了上述通用IO外,还有特殊IO模块,如热电阻、热电偶、脉冲等模块。
按I/O点数确定模块规格及数量,I/O模块可多可少,但其最大数受CPU所能管理的基本
配置的能力,即受最大的底板或机架槽数限制。
电源模块:PLC电源用于为PLC各模块的集成电路提供工作电源。同时,有的还为输入电路提供24V的工作电源。电源输入类型有:交流电源(220VAC或110VAC),直流电源(常用的为24VAC)。
2.2.2 PLC的软件构成
(1).系统软件
系统软件包含三个部分:
一.系统管理程序。其作用一是运行时间管理,控制可编程控制器何时输入,何时输出,何时计算,何时自检,何时通信。二是存储空间管理,规定个中参数,程序的存放位置,以生成用户环境。三是系统自检程序,包括各种系统出错检验,用户程序语法检验,句法检验,警戒时钟运行。
二.用户指令解释程序。用户指令解释程序是联系高级语言程序和机器码的桥梁。
三.标准程序模块及其调用程序。这是许多独立的程序块,各程序块具有不同的功能。
(2).用户程序
用户程序即是应用程序,使PLC的使用者针对具体控制要求编制的程序。根据不同的控制要求编制不同的程序,这相当于改变PLC的用途,相当于继电器控制设备的硬接线线路,也正是所谓“可编程”一词的基本含义。
2.3 PLC系统的辅助设备
1.编程设备:编程器是PLC开发应用、监测运行、检查维护不可缺少的器件,用于编程、对系统作一些设定、监控PLC及PLC所控制的系统的工作状况,但它不直接参及现场控制运行。小编程器PLC一般有手持型编程器,目前一般由计算机(运行编程软件)充当编程器。
2.机界面:最简单的人机界面是指示灯和按钮,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。
3.输入输出设备:用于永久性地存储用户数据,如EPROM、EEPROM写入器、条码阅读器,输入模拟量的电位器,打印机等。
2.4 PLC的通信联网
依靠先进的工业网络技术可以迅速有效地收集、传送生产和管理数据。因此,网络在自动化系统集成工程中的重要性越来越显著,甚至有人提出"网络就是控制器"的观点说法。 PLC具有通信联网的功能,它使PLC及PLC 之间、PLC及上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。多数PLC具有RS-232接口,还
有一些内置有支持各自通信协议的接口。
2.5 PLC的注意事由
保证PLC的正常运行,因此在使用中应注意以下问题。
1.工作环境
温度:PLC要求环境温度在0~55℃,安装时不能放在发热量大的元件下面,四周通风散热的空间应足够大,基本单元和扩展单元之间要有30mm以上间隔;开关柜上、下部应有通风的百叶窗,防止太阳光直接照射;如果周围环境超过55℃,要安装电风扇强迫通风。
湿度:为了保证PLC的绝缘性能,空气的相对湿度应小于85%(无凝露)。
震动:应使PLC远离强烈的震动源,防止振动频率为10~55Hz的频繁或连续振动。
当使用环境不可避免震动时,必须采取减震措施。
空气:避免有腐蚀和易燃的气体,例如氯化氢、硫化氢等。对于空气中有较多粉尘或腐蚀性气体的环境,可将PLC安装在封闭性较好的控制室或控制柜中,并安装空气净化装置。
电源:PLC供电电源为50Hz、220(110%)V的交流电,对于电源线来的干扰,PLC本身具有足够的抵制能力。对于可靠性要求很高的场合或电源干扰特别严重的环境,可以安装一台带屏蔽层的变比为1:1的隔离变压器,以减少设备及地之间的干扰。还可以在电源输入端串接LC滤波电路。
2.6 控制系统硬件I/O地址分配
图1.2 结构图
1.输入地址表(如表1.3所示)
表1.3 输入地址表
1. 输出地址表(如表1.4所示)
表1.4 输出地址表
3自动配料控制系统
3.1自动配料系统启动
启动时首先按下启动开关SB1,进入初使状态,表明允许汽车开进装料。料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的物料不满),进料阀开启进料(D4)。当S1置为
ON(料斗中的物料已满)则停止进料(D4灭)。料斗装满后开始启动传送带,首先启动最末一条皮带机(D),经3秒延时,再依次启动其它皮带机,即D→C→B→A,最后D2亮,表示开始装车。
程序如表3.1所示:表3.1 启动程序
步序指令器件号说明步序指令器件号说明
0 LD I0.0 SB1自保
持
22 LRD
1 O M0.0 23 A T37
2 AN I0.1 24 S Q1.0,1 M3启动
3 = M0.0 25 TON T38,+30 延时3秒
4 LD M0.0 26 LRD 读栈
5 LPS 入栈27 A T38
6 AN I0.2 28 S Q0.7,1 M2启动
7 = Q0.3 D4亮29 TON T38,+30 延时3秒
8 LRD 读栈30 LRD 读栈
9 A I0.2 31 A T39
10 = Q0.2 D3亮32 S Q0.6,1 M1启动
11 LRD 读栈33 TON T40,+30 延时3秒
12 AN I0.4 34 LRD 读栈
自动配料系统的控制是采用PLC实现的,本小节主要介绍的是PLC部分程序的实现过程如图3.6所示。
图3.6自动配料流程图
3.2停止程序
3.2.1正常时停止程序
停止时先停止最前一条皮带机(A),待料运送完毕后再依次停止其它皮带机,即A→B→C→D。程序如表3.7所示:
表3.7正常时停止程序
3.2.2有故障时停止程序
某条传送带发生故障时,该皮带机及其前面的传送带立即停止,而传送带以后的传送带待运完后才停止。例如,M1有故障时,M1立即停止,经过3秒后,M2停,再过3秒M3停,再过3秒M4停。部分程序如表3.8所示:
表3.8 有故障停止程序
3.2.3 有重物时停止程序
当某条皮带机上有重物时,该皮带机前面的皮带机停止,该皮带机运行5秒以后的皮带机待料运完后才停止。例如,M3上有重物,M1、M2立即停,经过5秒,M3停,再过5秒,M4停。部分程序如表3.9所示:
表3.9 有重物时停止程序
如果存在几个皮带机上都有重物时,则存在优先级问题,即前面的优先级高于后面的。例如,M2及M3上同时有重物,在停机时应按M2上有重物进行处理。
3.3 DOP数码显示及复位程序
当四节传送带出现故障时,数码电路会显示出现故障皮带机的编号,故障排除后显示消失。例如,当M2出现故障时,数码电路会显示2,故障排除后数码2消失。部分程序如表3.10、3.11和3.12所示:
控制系统仿真课程设计报告.
控制系统仿真课程设计 (2011级) 题目控制系统仿真课程设计学院自动化 专业自动化 班级 学号 学生姓名 指导教师王永忠/刘伟峰 完成日期2014年6月
控制系统仿真课程设计一 ———交流异步电机动态仿真 一 设计目的 1.了解交流异步电机的原理,组成及各主要单元部件的原理。 2. 设计交流异步电机动态结构系统; 3.掌握交流异步电机调速系统的调试步骤,方法及参数的整定。 二 设计及Matlab 仿真过程 异步电机工作在额定电压和额定频率下,仿真异步电机在空载启动和加载过程中的转速和电流变化过程。仿真电动机参数如下: 1.85, 2.658,0.2941,0.2898,0.2838s r s r m R R L H L H L H =Ω=Ω===, 20.1284Nm s ,2,380,50Hz p N N J n U V f =?===,此外,中间需要计算的参数如下: 21m s r L L L σ=-,r r r L T R =,22 2 s r r m t r R L R L R L +=,10N m TL =?。αβ坐标系状态方程: 其中,状态变量: 输入变量: 电磁转矩: 2p m p s r s L r d ()d n L n i i T t JL J βααωψψβ=--r m r r s r r d 1d L i t T T ααβαψψωψ=--+r m r r s r r d 1d L i t T T ββαβψψωψ=-++22s s r r m m m s r r s s 2r r r r d d i R L R L L L L i u t L T L L ααβαα σψωψ+=+-+22 s s r r m m m s r r s s 2 r r r r d d i R L R L L L L i u t L T L L ββαββ σψωψ+=--+[ ] T r r s s X i i αβαβωψψ=[ ] T s s L U u u T αβ=()p m e s s s s r n L T i i L βααβ ψψ=-
物流系统建模与仿真课程设计
课程设计物流系统建模与仿真 专业年级2011级物流工程指导教师张莹莹 小组成员 重庆大学自动化学院 物流工程系 2014年9 月12 日
课程设计指导教师评定成绩表 项目分 值 优秀 (100>x≥90) 良好 (90>x≥80) 中等 (80>x≥ 70) 及格 (70>x≥60) 不及格 (x<60) 评 分参考标准参考标准参考标准参考标准参考标准 学习态度15 学习态度认 真,科学作风 严谨,严格保 证设计时间并 按任务书中规 定的进度开展 各项工作 学习态度比较 认真,科学作 风良好,能按 期圆满完成任 务书规定的任 务 学习态度 尚好,遵守 组织纪律, 基本保证 设计时间, 按期完成 各项工作 学习态度尚 可,能遵守组 织纪律,能按 期完成任务 学习马虎, 纪律涣散, 工作作风 不严谨,不 能保证设 计时间和 进度 技术水平 与实际能力25 设计合理、理 论分析与计算 正确,实验数 据准确,有很 强的实际动手 能力、经济分 析能力和计算 机应用能力, 文献查阅能力 强、引用合理、 调查调研非常 合理、可信 设计合理、理 论分析与计算 正确,实验数 据比较准确, 有较强的实际 动手能力、经 济分析能力和 计算机应用能 力,文献引用、 调查调研比较 合理、可信 设计合理, 理论分析 与计算基 本正确,实 验数据比 较准确,有 一定的实 际动手能 力,主要文 献引用、调 查调研比 较可信 设计基本合 理,理论分析 与计算无大 错,实验数据 无大错 设计不合 理,理论分 析与计算 有原则错 误,实验数 据不可靠, 实际动手 能力差,文 献引用、调 查调研有 较大的问 题 创新10 有重大改进或 独特见解,有 一定实用价值 有较大改进或 新颖的见解, 实用性尚可 有一定改 进或新的 见解 有一定见解观念陈旧 论文(计算 书、图纸)撰写质量50 结构严谨,逻 辑性强,层次 清晰,语言准 确,文字流畅, 完全符合规范 化要求,书写 工整或用计算 机打印成文; 图纸非常工 整、清晰 结构合理,符 合逻辑,文章 层次分明,语 言准确,文字 流畅,符合规 范化要求,书 写工整或用计 算机打印成 文;图纸工整、 清晰 结构合理, 层次较为 分明,文理 通顺,基本 达到规范 化要求,书 写比较工 整;图纸比 较工整、清 晰 结构基本合 理,逻辑基本 清楚,文字尚 通顺,勉强达 到规范化要 求;图纸比较 工整 内容空泛, 结构混乱, 文字表达 不清,错别 字较多,达 不到规范 化要求;图 纸不工整 或不清晰 指导教师评定成绩:
控制系统仿真课程设计
控制系统仿真课程设计 (2010级) 题目控制系统仿真课程设计学院自动化 专业自动化 班级 学号 学生姓名 指导教师王永忠/刘伟峰 完成日期2013年7月
控制系统仿真课程设计(一) ——锅炉汽包水位三冲量控制系统仿真1.1 设计目的 本课程设计的目的是通过对锅炉水位控制系统的Matlab仿真,掌握过程控制系统设计及仿真的一般方法,深入了解反馈控制、前馈-反馈控制、前馈-串级控制系统的性能及优缺点,实验分析控制系统参数与系统调节性能之间的关系,掌握过程控制系统参数整定的方法。 1.2 设计原理 锅炉汽包水位控制的操作变量是给水流量,目的是使汽包水位维持在给定的范围内。汽包液位过高会影响汽水分离效果,使蒸汽带水过多,若用此蒸汽推动汽轮机,会使汽轮机的喷嘴、叶片结垢,严重时可能使汽轮机发生水冲击而损坏叶片。汽包液位过低,水循环就会被破坏,引起水冷壁管的破裂,严重时会造成干锅,甚至爆炸。 常见的锅炉汽水系统如图1-1所示,锅炉汽包水位受汽包中储水量及水位下汽包容积的影响,而水位下汽包容积与蒸汽负荷、蒸汽压力、炉膛热负荷等有关。影响水位变化的因素主要是锅炉蒸发量(蒸汽流量)和给水流量,锅炉汽包水位控制就是通过调节给水量,使得汽包水位在蒸汽负荷及给水流量变化的情况下能够达到稳定状态。 图1-1 锅炉汽水系统图
在给水流量及蒸汽负荷发生变化时,锅炉汽包水位会发生相应的变化,其分别对应的传递函数如下所示: (1)汽包水位在给水流量作用下的动态特性 汽包和给水可以看做单容无自衡对象,当给水增加时,一方面会使得汽包水位升高,另一方面由于给水温度比汽包内饱和水的温度低,又会使得汽包中气泡减少,导致水位降低,两方面的因素结合,在加上给水系统中省煤器等设备带来延迟,使得汽包水位的变化具有一定的滞后。因此,汽包水位在给水流量作用下,近似于一个积分环节和惯性环节相串联的无自衡系统,系统特性可以表示为 ()111()()(1)K H S G S W S s T s ==+ (1.1) (2)汽包水位在蒸汽流量扰动下的动态特性 在给水流量及炉膛热负荷不变的情况下,当蒸汽流量突然增加时,瞬间会导致汽包压力的降低,使得汽包内水的沸腾突然加剧,水中气泡迅速增加,将整个水位抬高;而当蒸汽流量突然减小时,汽包内压力会瞬间增加,使得水面下汽包的容积变小,出现水位先下降后上升的现象,上述现象称为“虚假水位”。虚假水位在大中型中高压锅炉中比较显著,会严重影响锅炉的安全运行。“虚假水位”现象属于反向特性,变化速度很快,变化幅值与蒸汽量扰动大小成正比,也与压力变化速度成正比,系统特性可以表示为 222()()()1f K K H s G s D s T s s ==-+ (1.2) 常用的锅炉水位控制方法有:单冲量控制、双冲量控制及三冲量控制。单冲量方法仅是根据汽包水位来控制进水量,显然无法克服“虚假水位”的影响。而双冲量是将蒸汽流量作为前馈量用于汽包水位的调节,构成前馈-反馈符合控制系统,可以克服“虚假水位”影响。但双冲量控制系统要求调节阀具有好的线性特性,并且不能迅速消除给水压力等扰动的影响。为此,可将给水流量信号引入,构成三冲量调节系统,如图1-2所示。图中LC 表示水位控制器(主回路),FC 表示给水流量控制器(副回路),二者构成一个串级调节系统,在实现锅炉水位控制的同时,可以快速消除给水系统扰动影响;而蒸汽流量作为前馈量用于消除“虚假水位”的影响。
控制系统仿真与设计实验报告
控制系统仿真与设计实验报告 姓名: 班级: 学号: 指导老师:刘峰 7.2.2控制系统的阶跃响应 一、实验目的 1.观察学习控制系统的单位阶跃响应; 2.记录单位阶跃响应曲线; 3.掌握时间相应的一般方法; 二、实验内容 1.二阶系统G(s)=10/(s2+2s+10)
键入程序,观察并记录阶跃响应曲线;录系统的闭环根、阻尼比、无阻尼振荡频率;记录实际测去的峰值大小、峰值时间、过渡时间,并与理论值比较。 (1)实验程序如下: num=[10]; den=[1 2 10]; step(num,den); 响应曲线如下图所示: (2)再键入: damp(den); step(num,den); [y x t]=step(num,den); [y,t’] 可得实验结果如下:
记录实际测取的峰值大小、峰值时间、过渡时间,并与理论计算值值比较 实际值理论值 峰值 1.3473 1.2975
峰值时间 1.0928 1.0649 过渡时间+%5 2.4836 2.6352 +%2 3.4771 3.5136 2. 二阶系统G(s)=10/(s2+2s+10) 试验程序如下: num0=[10]; den0=[1 2 10]; step(num0,den0); hold on; num1=[10]; den1=[1 6.32 10]; step(num1,den1); hold on; num2=[10]; den2=[1 12.64 10]; step(num2,den2); 响应曲线:
(2)修改参数,分别实现w n1= (1/2)w n0和w n1= 2w n0响应曲线试验程序: num0=[10]; den0=[1 2 10]; step(num0,den0); hold on; num1=[2.5]; den1=[1 1 2.5]; step(num1,den1); hold on; num2=[40]; den2=[1 4 40]; step(num2,den2); 响应曲线如下图所示:
计算机仿真课程设计报告
、 北京理工大学珠海学院 课程设计任务书 2010 ~2011 学年第 2学期 学生姓名:林泽佳专业班级:08自动化1班指导教师:钟秋海工作部门:信息学院一、课程设计题目 : 《控制系统建模、分析、设计和仿真》 本课程设计共列出10个同等难度的设计题目,编号为:[0号题]、[1号题]、[2号题]、[3号题]、[4号题]、[5号题]、[6号题]、[7号题]、[8号题]、[9号题]。 学生必须选择与学号尾数相同的题目完成课程设计。例如,学号为8xxxxxxxxx2的学生必须选做[2号题]。 二、课程设计内容 (一)《控制系统建模、分析、设计和仿真》课题设计内容|
! " [2 有波纹控制器Dy(z)和一单位速度信号输入时的最少拍无波纹控制器Dw(z)。具体要求见(二)。 (二)《控制系统建模、分析、设计和仿真》课题设计要求及评分标准【共100分】 , 1、求被控对象传递函数G(s)的MATLAB描述。(2分) 2、求被控对象脉冲传递函数G(z)。(4分) 3、转换G(z)为零极点增益模型并按z-1形式排列。(2分) 4、确定误差脉冲传递函数Ge(z)形式,满足单位加速度信号输入时闭环稳态误差为零和实际 闭环系统稳定的要求。(6分) 5、确定闭环脉冲传递函数Gc(z)形式,满足控制器Dy(z)可实现、最少拍和实际闭环系统稳 定的要求。(8分)
6、根据4、5、列写方程组,求解Gc(z)和Ge(z)中的待定系数并最终求解Gc(z)和Ge(z) 。 (12分) 7、求针对单位加速度信号输入的最少拍有波纹控制器Dy(z)并说明Dy(z)的可实现性。 (3分) ! 8、用程序仿真方法分析加速度信号输入时闭环系统动态性能和稳态性能。(7分) 9、用图形仿真方法(Simulink)分析单位加速度信号输入时闭环系统动态性能和稳态性能。 (8分) 10、确定误差脉冲传递函数Ge(z)形式,满足单位速度信号输入时闭环稳态误差为零和实际 闭环系统稳定的要求。(6分) 11、确定闭环脉冲传递函数Gc(z)形式,满足控制器Dw(z)可实现、无波纹、最少拍和实际 闭环系统稳定的要求。(8分) 12、根据10、11、列写方程组,求解Gc(z)和Ge(z)中的待定系数并最终求解Gc(z)和Ge(z) 。 (12分) 13、求针对单位速度信号输入的最少拍无波纹控制器Dw(z)并说明Dw(z)的可实现性。(3分) 14、用程序仿真方法分析单位速度信号输入时闭环系统动态性能和稳态性能。(7分) 15、用图形仿真方法(Simulink)分析单位速度信号输入时闭环系统动态性能和稳态性能。 & (8分) 16、根据8、9、14、15、的分析,说明有波纹和无波纹的差别和物理意义。(4分) 三、进度安排 6月13至6月14:下达课程设计任务书;复习控制理论和计算机仿真知识,收集资料、熟悉仿真工具;确定设计方案和步骤。 6月14至6月16:编程练习,程序设计;仿真调试,图形仿真参数整定;总结整理设计、 仿真结果,撰写课程设计说明书。 6月16至6月17:完成程序仿真调试和图形仿真调试;完成课程设计说明书;课程设计答 辩总结。 [ 四、基本要求
课程设计之matlab仿真报告
西安邮电大学 专业课程设计报告书 院系名称:电子工程学院学生姓名:李群学号05113096 专业名称:光信息科学与技术班级:光信1103 实习时间:2014年4月8日至2014年4月 18日
一、课程设计题目: 用matlab 仿真光束的传输特性。 二、任务和要求 1、用matlab 仿真光束通过光学元件的变换。 ① 设透镜材料为k9玻璃,对1064nm 波长的折射率为1.5062,镜片中心厚度为3mm ,凸面曲 率半径,设为100mm ,初始光线距离透镜平面20mm 。用matlab 仿真近轴光线(至少10条)经过平凸透镜的焦距,与理论焦距值进行对比,得出误差大小。 ② 已知透镜的结构参数为101=r ,0.11=n ,51=d ,5163.121==' n n (K9玻璃), 502-=r ,0.12=' n ,物点A 距第一面顶点的距离为100,由A 点计算三条沿光轴夹角分别为10、20、 30的光线的成像。试用Matlab 对以上三条光线光路和近轴光线光路进行仿真,并得出实际光线的球差大小。 ③ 设半径为1mm 的平面波经凸面曲率半径为25mm ,中心厚度3mm 的平凸透镜。用matlab 仿 真平面波在透镜几何焦平面上的聚焦光斑强度分布,计算光斑半径。并与理论光斑半径值进行对比,得出误差大小。(方法:采用波动理论,利用基尔霍夫—菲涅尔衍射积分公式。) 2、用MATLAB 仿真平行光束的衍射强度分布图样。(夫朗和费矩形孔衍射、夫朗和费圆孔衍射、夫朗和费单缝和多缝衍射。) 3、用MATLAB 仿真厄米—高斯光束在真空中的传输过程。(包括三维强度分布和平面的灰度图。) 4、(补充题)查找文献,掌握各类空心光束的表达式,采用费更斯-菲涅尔原理推导各类空心光束在真空中传输的光强表达式。用matlab 对不同传输距离处的光强进行仿真。 三、理论推导部分 第一大题 (1)十条近轴光线透过透镜时,理想情况下光线汇聚透镜的焦点上,焦点到像方主平面的距离为途径的焦距F ,但由于透镜的折射率和厚度会影响光在传输过程中所走的路径(即光程差Δ)。在用MATLAB 仿真以前先计算平行光线的传输路径。,R 为透镜凸面的曲率半径,h 为入射光线的高度,θ1为入射光线与出射面法线的夹角,θ2为出射光线与法线的夹角,n 为透镜材料的折射率。设透镜的中心厚度为d ,则入射光线经过透镜的实际厚度为:L=(R-d) 光线的入射角为:sinq1=h/R 折射角度满足:sinq2=nsinq1 而实际的光束偏折角度为:θ2-θ1。 由此可以看出,当平行光线照射透镜时,在凸面之前光线平行于光轴,在凸面之后发生了偏折,于光轴交汇一点,这一点成为焦点f ,折线的斜率为(-tan(θ2-θ1))。 (2)根据题意可得,本题所讨论的是与光轴夹角不同的三条光线,经过透镜的两次反射后的成像问题。利用转面公式计算。
生产物流系统仿真与建模课程设计 多产品离散型
中北大学 课程设计说明书 学生姓名:学号: 学院: 专业: 题目:多产品离散型流水作业线系统仿真
指导教师: 2016年 06 月17日
目录 1、课程设计步骤 (4) 1.1模型建立 (4) 1.2参数设置 (5) 1.3 模型运行 (10) 1.4模型优化 (10) 1.5数据统计 (11) 2、总结 (12) 3、参考文献 (13)
生产系统建模与仿真》课程设计题目 1. 题目 运用Flexsim软件进行的多产品离散型流水作业线系统仿真 2. 课程设计内容 系统描述与系统参数: (1)一个流水加工生产线,不考虑其流程间的空间运输。 (2)有三类工件A,B,C分别以正态分布、均匀分布和三角分布的时间间隔进入系统,A进入队列Q1, B进入队列Q2,C进入队列Q3等待检验。 (按学号最后位数对应的仿真参数设置按照下表进行) 对B进行检验,每件检验用时2分钟,操作工人labor3对C进行检验,每件检验用时3.5分钟。
(4)不合格的工件废弃,离开系统;合格的工件送往后续加工工序,A 的合格率为65%,B的合格率为95%,C的合格率为85%, (5)工件A送往机器M1加工,如需等待,则在Q4队列中等待;B送往机器M2加工,如需等待,则在Q5队列中等待。C送往机器M3加工,如需等待,则在Q6队列中等待。 (6)A在机器M1上的加工时间;B在机器M2上的加工时间,C在机器M3上的加工时间,按照下表对应进行。 (学号首位数对应的仿真参数设置按照下表进行) (5,1)分钟,装配完成后离开系统。 (8)如装配机器忙,则A在队列Q7中等待,B在队列Q8中等待,C在队列Q9中等待。
控制系统仿真课程设计
控制系统数字仿真课程设计 1.课程设计应达到的目的 1、通过Matlab仿真熟悉课程设计的基本流程; 2、掌握控制系统的数学建模及传递函数的构造; 3、掌握控制系统性能的根轨迹分析; 4、学会分析系统的性能指标; 2.课程设计题目及要求 设计要求 1、进行系统总体设计,画出原理框图。(按给出的形式,自行构造数学模型,构造成1 个零点,三个极点的三阶系统,主导极点是一对共轭复根) G(s)=10(s+2)/(s+1)(s2+2s+6) 2、构造系统传递函数,利用MATLAB绘画系统的开环和闭环零极点图;(分别得 到闭环和开环的零极点图)参考课本P149页例题4-30 clear; num = [10,20]; den =[1 3 8 6]; pzmap(num,den) 3、利用MATLAB绘画根轨迹图,分析系统随着根轨迹增益变化的性能。并估算超 调量=16.3%时的K值(计算得到)。参考课本P149页例题4-31 clear num=[10,20]; den=[1 3 8 6]; sys=tf(num,den); rlocus(sys) hold on jjx(sys); s=jjx(sys); [k,Wcg]=imwk(sys)
set(findobj('marker','x'),'markersize',8,'linewidth',1.5,'Color','k'); set(findobj('marker','o'),'markersize',8,'linewidth',1.5,'Color','k'); function s=jjx(sys) sys=tf(sys); num=sys.num{1}; den=sys.den{1}; p=roots(den); z=roots(num); n=length(p); m=length(z); if n>m s=(sum(p)-sum(z))/(n-m) sd=[]; if nargout<1 for i=1:n-m sd=[sd,s] end sysa=zpk([],sd,1); hold on; [r,k]=rlocus(sysa); for i=1:n-m plot(real(r(i,:)),imag(r(i,:)),'k:'); end end else disp; s=[]; end function [k,wcg]=imwk(sys) sys=tf(sys) num=sys.num{1} den=sys.den{1}; asys=allmargin(sys); wcg=asys.GMFrequency; k=asys. GainMargin;
控制系统的MATLAB仿真与设计课后答案
控制系统的MATLAB 仿真与设计课后答 案
第二章 1>>x=[15 22 33 94 85 77 60] >>x(6) >>x([1 3 5]) >>x(4:end) >>x(find(x>70)) 2>>T=[1 -2 3 -4 2 -3] ; >>n=length(T); >>TT=T'; >>for k=n-1:-1:0 >>B(:,n-k)=TT.^k; >>end >>B >>test=vander(T) 3>>A=zeros(2,5); >>A(:)=-4:5 >>L=abs(A)>3 >>islogical(L) >>X=A(L) 4>>A=[4,15,-45,10,6;56,0,17,-45,0] >>find(A>=10&A<=20) 5>>p1=conv([1,0,2],conv([1,4],[1,1]));
>>p2=[1 0 1 1]; >>[q,r]=deconv(p1,p2); >>cq='商多项式为 '; cr='余多项式为 '; >>disp([cq,poly2str(q,'s')]),disp([cr,poly2str(r,'s')]) 6>>A=[11 12 13;14 15 16;17 18 19]; >>PA=poly(A) >>PPA=poly2str(PA,'s') 第三章 1>>n=(-10:10)'; >>y=abs(n); >>plot(n,y,'r.','MarkerSize',20) >>axis equal >>grid on >>xlabel('n') 2>>x=0:pi/100:2*pi; >>y=2*exp(-0.5*x).*sin(2*pi*x); >>plot(x,y),grid on; 3>>t=0:pi/50:2*pi; >>x=8*cos(t); >>y=4*sqrt(2)*sin(t); >>z=-4*sqrt(2)*sin(t); >>plot3(x,y,z,'p');
基于Simulink仿真双闭环系统综合课程设计报告书
课程设计 双闭环直流调速系统设计及仿真验证 学院年级:工程学院08级 组长:陈春明学号200830460102 08自动化1班成员一:陈木生学号 200830460103 08自动化1班 指导老师: 日期: 2012-2-28 华南农业大学工程学院
摘要 转速、电流双闭环调速系统是应用最广的直流调速系统,由于其静态性能良好,动态响应快,抗干扰能力强,因而在工程设计中被广泛地采用。现在直流调速理论发展得比较成熟,但要真正设计好一个双闭环调速系统并应用于工程设计却有一定的难度。 Matlab是一高性能的技术计算语言,具有强大的科学数据可视化能力,其中Simulink具有模块组态简单、性能分析直观的优点,方便了系统的动态模型分析。应用Simulink来研究双闭环调速系统,可以清楚地观察每个时刻的响应曲线,所以可以通过调整系统的参数来得出较为满意的波形,即良好的性能指标,这给分析双闭环调速系统的动态模型带来很大的方便。 本研究采用工程设计方法,并利用Matlab协助分析双闭环调速系统,依据自动控制系统快、准、稳的设计要求,重点分析系统的起动过程。 关键词:双闭环直流调速 Simulink 自动控制
目录 1、直流电机双闭环调速系统的结构分析....................... 1.1 双闭环调速系统的组成............................... 1.2 双闭环调速系统的结构.................................... 2 、建立直流电机双闭环调速系统的模型............................ 2.1 小型直流调速系统的指标及参数......................... 2.2 电流环设计............................................... 2.3 转速环设计................................................ 3、直流电动机双闭环调速系统的MATLAB仿真.................... 3.1 系统框图的搭建............................................. 3.2 PI控制器参数的设置...................................... 3.3 仿真结果.................................................... 4、结论与总结....................................................... 5、参考资料.......................................................
物流系统分析与设计课程设计报告资料
盐城工学院 《物流系统设计》 课程设计书 题目:“关于浙江华东钢业集团有限公司在浙江地区设立配送中心的规划方案” 学号 ******* 姓名 ******* 完成日期 2015-12-13
目录 一.背景分析(问题的提出) 二.配送中心设立的目的、意义 1. 配送中心设立的目的 2. 配送中心设立的意义 三.选址地点及评价与建议 1.定性分析 从市场需求、产业环境、交通条件、地方政策、地理环境、公共基础设施等定性分析评述 2.计算分析 利用重心法与数值分析法计算分析 四.钢材配送中心内部设施构成、作业分区及面积规划 五.钢材配送中心仿真模型及其有效性验证 六.附件 (1)选址计算过程; (2)基于Flexsim的出入库仿真模型图; (3)课程设计的收获与体会
关于浙江华东钢业集团有限公司在浙江地区设立配送中心的规划方案 1.背景分析(问题的提出) 浙江华东钢业集团有限公司位于杭州市萧山区,下属浙江华东轻钢建材有限公司、杭州华东钢结构制造有限公司、杭州华东板材有限公司、杭州金属材料有限公司、杭州富申日用品有限公司等六家企业,现有总资产8亿元,员工800余人。公司主业为彩涂钢卷、镀锌钢卷、钢结构工程等。2008年工业销售达21.59亿元,上缴税收3500万元。 2001-2008年萧山区百强企业,2005-2008年杭州市百强企业;2008年被评为全国钢铁工业先进集体;“华东钢构”商标为中国驰名商标,公司生产的华东牌彩钢卷是浙江名牌产品,2008年在国内外市场的销售量超15万吨,是浙江省同类产品的第一品牌。 浙江华东钢业集团有限公司所生产的彩涂钢卷、镀锌钢卷、冷板、线材在浙江的杭州、湖州、嘉兴、宁波、金华、温州、丽水、台州、衢州、绍兴、温岭、江苏苏州、上海市有稳定的钢材销售市场,如图1所示,原来钢业公司均是将彩涂钢卷、镀锌钢卷、冷板、线材公路直送到需要地,现决定在浙江境内设置一区域性钢卷、冷板、线材专业配送中心进行公路配送。试确定该配送中心最佳选址城市,同时还应对配送中心的设施布局、功能定位、规模确定、作业流程、作业方法、组织结构与岗位职责进行设计。 2.配送中心设立的目的、意义 原来钢业公司均是将彩涂钢卷、镀锌钢卷、冷板、线材公路直送到需要地,这必然导致大量人力物力的消耗和浪费,也难以顺应时代潮流在激烈的市场竞争中处于领先水准,无法提供优质的物流服务。设立配送中心,作为企业增加营业额的秘密武器,进而扩大市场占有率。配送中心是为了达到统一配送,实现资源最大化利用。配送中心的建立提高了企业物流系统的运作效率,简化手续,方便客户,降低了成本。在浙江境内建立配送中心后,一则通过统一订货,增大订货经济批量,降低进货成本:二则通过集中向客户发货,以及将多个客户所需的小批量货物集中在一起进行一次发货等发货,减少运输费用:三则通过集中库存,使企业降低库存量。在浙江建立配送中心后,能更好地、及时地满足客户需求,对顾客的服务的响应时间缩短,同时也减轻了客户的工作量,节省了开支,方便了客户,从而提高了物
控制系统设计与仿真实验报告
阅读使人充实,会谈使人敏捷,写作使人精确。——培根 控制系统设计与仿真上机实验报告 学院:自动化学院 班级:自动化 姓名: 学号: 法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。. 阅读使人充实,会谈使人敏捷,写作使人精确。——培根 一、第一次上机任务 1、熟悉matlab软件的运行环境,包括命令窗体,workspace等,熟悉绘图命令。 2、采用四阶龙格库塔法求如下二阶系统的在幅值为1脉宽为1刺激
下响应的数值解。 2?,??n10?0.5,??(s)G n22?????2ss nn3、采用四阶龙格库塔法求高阶系统阶单位跃响应曲线的数值解。 2?,,??5T?n100.5,???Gs)( n22???1)?s(?2s)(Ts?nn4、自学OED45指令用法,并求解题2中二阶系统的单位阶跃响应。 程序代码如下: 法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。. 阅读使人充实,会谈使人敏捷,写作使人精确。——培根
;曲线如下: 法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。.阅读使人充实,会谈使人敏捷,写作使人精确。——培根
法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。.阅读使人充实,会谈使人敏捷,写作使人精确。——培根
法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。. 阅读使人充实,会谈使人敏捷,写作使人精确。——培根 二、第二次上机任务 试用simulink方法解微分方程,并封装模块,输出为。得到各、1x i 状态变量的时间序列,以及相平面上的吸引子。 ?x?x??xx?3121? ??xx?x???322 ??xx?xx??x??32321参数入口为的值以及的初值。(其中,以及??????x28?10,?8/,,3,?i1模块输入是输出量的微分。)初值分别为提示:0.001xxx?0,?0,?312s:Simulink
MATLAB控制系统与仿真设计
MATLAB控制系统与仿真 课 程 设 计 报 告 院(系):电气与控制工程学院 专业班级:测控技术与仪器1301班 姓名:吴凯 学号:1306070127
指导教师:杨洁昝宏洋 基于MATLAB的PID恒温控制器 本论文以温度控制系统为研究对象设计一个PID控制器。PID控制是迄今为止最通用的控制方法,大多数反馈回路用该方法或其较小的变形来控制。PID控制器(亦称调节器)及其改进型因此成为工业过程控制中最常见的控制器(至今在全世界过程控制中用的84%仍是纯PID调节器,若改进型包含在内则超过90%)。在PID控制器的设计中,参数整定是最为重要的,随着计算机技术的迅速发展,对PID参数的整定大多借助于一些先进的软件,例如目前得到广泛应用的MATLAB仿真系统。本设计就是借助此软件主要运用Relay-feedback法,线上综合法和系统辨识法来研究PID控制器的设计方法,设计一个温控系统的PID控制器,并通过MATLAB中的虚拟示波器观察系统完善后在阶跃信号下的输出波形。 关键词:PID参数整定;PID控制器;MATLAB仿真。 Design of PID Controller based on MATLAB Abstract This paper regards temperature control system as the research object to design a pid controller. Pid control is the most common control method up until now; the great majority feedback loop is controlled by this method or its small deformation. Pid controller (claim regulator also) and its second generation so become the most common controllers in the industry process control (so far, about 84% of the controller being used is the pure pid controller, it’ll exceed 90% if the second generation included). Pid parameter setting is most important in pid controller designing, and with the rapid development of the computer technology, it mostly recurs to some advanced software, for example, mat lab simulation software widely used now. this design is to apply that soft mainly use Relay feedback law and synthetic method on the line to study pid
MATLAB仿真课程设计报告
北华大学 《MATLAB仿真》课程设计 姓名: 班级学号: 实习日期: 辅导教师:
前言 科学技术的发展使的各种系统的建模与仿真变得日益复杂起来。如何快速有效的构建系统并进行系统仿真,已经成为各领域学者急需解决的核心问题。特别是近几十年来随着计算机技术的迅猛发展,数字仿真技术在各个领域都得到了广泛的应用与发展。而MATLAB作为当前国际控制界最流行的面向工程和科学计算的高级语言,能够设计出功能强大、界面优美、稳定可靠的高质量程序,而且编程效率和计算效率极高。MATLAB环境下的Simulink是当前众多仿真软件中功能最强大、最优秀、最容易使用的一个系统建模、仿真和分析的动态仿真环境集成工具箱,并且在各个领域都得到了广泛的应用。 本次课程设计主要是对磁盘驱动读取系统校正部分的设计,运用自动控制理论中的分析方法,利用MATLAB对未校正的系统进行时域和频域的分析,分析各项指标是否符合设计目标,若有不符合的,根据自动控制理论中的校正方法,对系统进行校正,直到校正后系统满足设计目标为止。我组课程设计题目磁盘驱动读取系统的开环传递函数为是设计一个校正装置,使校正后系统的动态过程超调量δ%≤7%,调节时间ts≤1s。 电锅炉的温度控制系统由于存在非线性、滞后性以及时变性等特点,常规的PID控制器很难达到较好的控制效果。考虑到模糊控制能对复杂的非线性、时变系统进行很好的控制, 但无法消除静态误差的特点, 本设计将模糊控制和常规的PI D控制相结合, 提出一种模糊自适应PID控制器的新方法。并对电锅炉温度控制系统进行了抗扰动的仿真试验, 结果表明, 和常规的PI D控制器及模糊PI D复合控制器相比,模糊自适应PI D控制改善了系统的动态性能和鲁棒性, 达到了较好的控制效果。
《生产物流系统建模和仿真》课程设计报告
《生产物流系统建模与仿真》课程设计 2012-2013学年度第一学期 姓名孙会芳 学号 099094090 班级工093 指导老师暴伟霍颖
目录 一、课程任务书 (3) 1.题 目............................................................... (3) 2.课程设计内容 (3) 3.课程设计要求 (4) 4.进度安排 (4) 5.参考文献 (4) 二、课程设计正文 (5) 1、题目 (5) 2、仿真模型建立 (5) (1)实体元素定义 (5) (2)元素可视化的设置 (6) (3)元素细节设计 (8) (4 ) 模型运行和数据.................................................................. . (10) (5)模型代码 (12) (6)模型改进 (16) 3.实验感想 (17)
三、参考文献 (18) 《生产物流系统建模与仿真》课程设计任务书 1. 题目 离散型流水作业线系统仿真 2. 课程设计内容 系统描述与系统参数: (1)一个流水加工生产线,不考虑其流程间的空间运输。 (2)两种工件A,B分别以正态分布和均匀分布的时间间隔进入系统,A进入队列Q1, B进入队列Q2,等待检验。(学号最后位数对应的仿真参数设置按照下表进行) (3)操作工人labor1对A进行检验,每件检验用时2分钟,操作工人labor2对B进行检验,每件检验用时2分钟。 (4)不合格的工件废弃,离开系统;合格的工件送往后续加工工序,A的合格率为65%,B的合格率为95%。 (5)工件A送往机器M1加工,如需等待,则在Q3队列中等待;B送往机器M2加工,如需等待,则在Q4队列中等待。 (6)A在机器M1上的加工时间为正态分布(5,1)分钟;B在机器M2上的加工时间为正态分布(8,1)分钟。
复杂过程控制系统设计与Simulink仿真
银河航空航天大学 课程设计 (论文) 题目复杂过程控制系统设计与Simulink仿 真 班级 学号 学生姓名 指导教师
目录 0. 前言 (1) 1. 总体方案设计 (2) 2. 三种系统结构和原理 (3) 2.1 串级控制系统 (3) 2.2 前馈控制系统 (3) 2.3 解耦控制系统 (4) 3. 建立Simulink模型 (5) 3.1 串级 (5) 3.2 前馈 (5) 3.3 解耦 (7) 4. 课设小结及进一步思想 (15) 参考文献 (15) 附录设备清单 (16)
复杂过程控制系统设计与Simulink仿真 姬晓龙银河航空航天大学自动化分校 摘要:本文主要针对串级、前馈、解耦三种复杂过程控制系统进行设计,以此来深化对复杂过程控制系统的理解,体会复杂过程控制系统在工业生产中对提高产品产量、质量和生产效率的重要作用。建立Simulink模型,学习在工业过程中进行系统分析和参数整定的方法,为毕业设计对模型进行仿真分析及过程参数整定做准备。 关键字:串级;前馈;解耦;建模;Simulink。 0.前言 单回路控制系统解决了工业过程自动化中的大量的参数定制控制问题,在大多数情况下这种简单系统能满足生产工艺的要求。但随着现代工业生产过程的发展,对产品的产量、质量,对提高生产效率、降耗节能以及环境保护提出了更高的要求,这便使工业生产过程对操作条件要求更加严格、对工艺参数要求更加苛刻,从而对控制系统的精度和功能要求更高。为此,需要在单回路的基础上,采取其它措施,组成比单回路系统“复杂”一些的控制系统,如串级控制(双闭环控制)、前馈控制大滞后系统控制(补偿控制)、比值控制(特殊的多变量控制)、分程与选择控制(非线性切换控制)、多变量解耦控制(多输入多输出解耦控制)等等。从结构上看,这些控制系统由两个以上的回路构成,相比单回路系统要多一个以上的测量变送器或调节器,以便完成复杂的或特殊的控制任务。这类控制系统就称为“复杂过程控制系统”,以区别于单回路系统这样简单的过程控制系统。 计算机仿真是在计算机上建立仿真模型,模拟实际系统随时间变化的过程。通过对过程仿真的分析,得到被仿真系统的动态特性。过程控制系统计算机仿真,为流程工业控制系统的分析、设计、控制、优化和决策提供了依据。同时作为对先进控制策略的一种检验,仿真研究也是必不可少的步骤。控制系统的计算机仿真是一门涉及到控制理论、计算机数学与计算机技术的综合性学科。控制系统仿真是以控制系统的模型为基础,主要用数学模型代替实际控制系统,以计算机为工具,对控制系统进行实验和研究的一种方法。在进行计算机仿真时,十分耗费时间与精力的是编制与修改仿真程序。随着系统规模的越来越大,先进过程控制的出现,就需要行的功能强大的仿真平台Math Works公司为MATLAB提供了控制系统模型图形输入与仿真工具Simulink,这为过程控制系统设计与参数整定的计算与仿真提供了一个强有力的工具,使过程控制系统的设计与整定发生了革命性的变化。
仿真课设报告
仿真课程设计报告 题目: 柔性生产线仿真案例 班级:物流 姓名: 学号: 指导教师: 2015年9月23日
目录 一、课程设计目的 (3) 二、课程设计内容 (3) 三、设计步骤 (3) 3.1案例分析 (3) 3.1.1案例说明 (3) 3.1.2建模步骤 (5) 3.1.3主要技术设计 (5) 3.2模型搭建 (6) 3.2.1基础空间总体布局 (6) 3.2.2Track设计 (6) 3.2.3加工设备的设计 (7) 3.2.4工件和AGV的属性设计 (9) 3.2.5表的设计 (10) 3.2.6工件生成器和消灭器的设计 (12) 3.2.7Method和Variable的设计 (12) 3.3仿真实现 (13) 3.3.1工件加工流程及时间设计 (13) 3.3.2任务队列设计 (13) 3.3.3小车的运行规则设计 (14) 3.3.4其它控制方法 (17) 四、仿真分析 (20) 4.1设备利用率 (20) 4.2轨道利用率 (21) 4.3加工总时间 (22) 五、模型优化 (22) 5.1订单投产优化 (22) 5.2小车优化 (23) 5.3其它优化 (26) 六、课设总结 (29)
一、课程设计目的 本课程设计是与物流工程专业教学配套的实践环节之一,结合《现代生产管理》、《设施布置与规划》、《离散系统建模与仿真》等课程的具体教学知识点开展。在完成以上课堂教学的基础上,进行一次全面的实操性锻炼。设计采用企业的实际案例数据,要求完成生产线物流仿真建模和生产线物流优化方案设计两大方面的实际设计内容。 通过本环节的设计锻炼,我们可以加深对本课程理论与方法的掌握,同时具备分析和解决生产运作系统问题的能力,改变传统的理论教学与生产实际脱节的现象。 二、课程设计内容 以某企业柔性制造系统(FMS)为对象,按该企业的生产实际资料为设计依据。对该柔性制造系统进行建模和仿真,通过模拟该制造系统的物流状况,寻找优化的物流方案进行产能平衡,并针对优化后的方案再次进行仿真,对比两个仿真结果在交货期要求,设备利用率等方面的不同,并制定该柔性制造系统生产作业计划。 三、设计步骤 3.1案例分析 3.1.1案例说明 1.柔性制造系统状况: 某企业柔性制造系统共有5台加工中心,定义加工中心名称分别为CNC_1、CNC_2、CNC_3、CNC_4、CNC_5。该制造系统内有一辆AGV小车,运行速度为1米/秒,可控制其实现不同的运送策略。每台设备入口和出口前有容量为4的缓冲,工件在由设备完成加工前后必须经过入口缓冲和出口缓冲,每台设备由一工人负