粉体流动性的测定
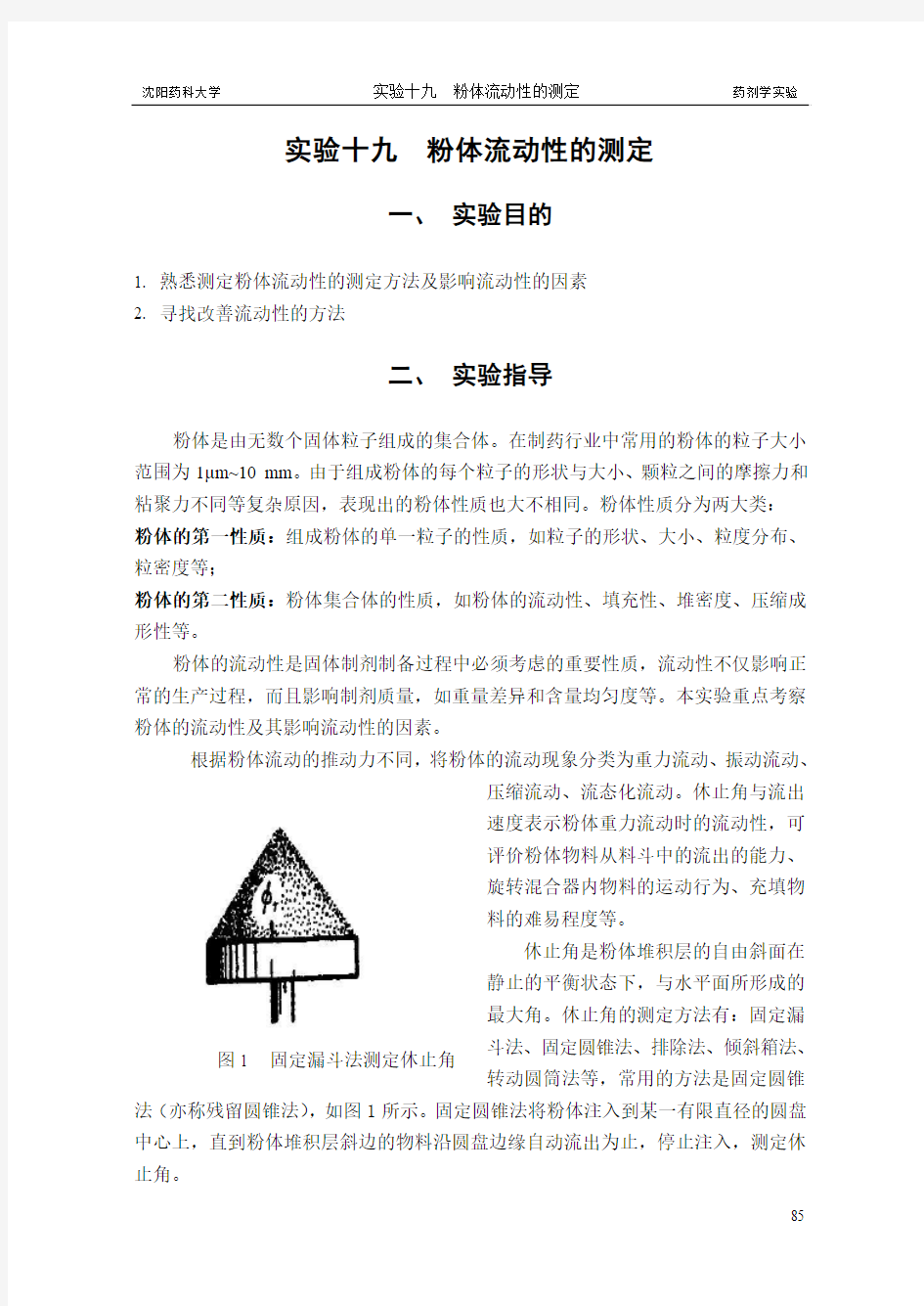
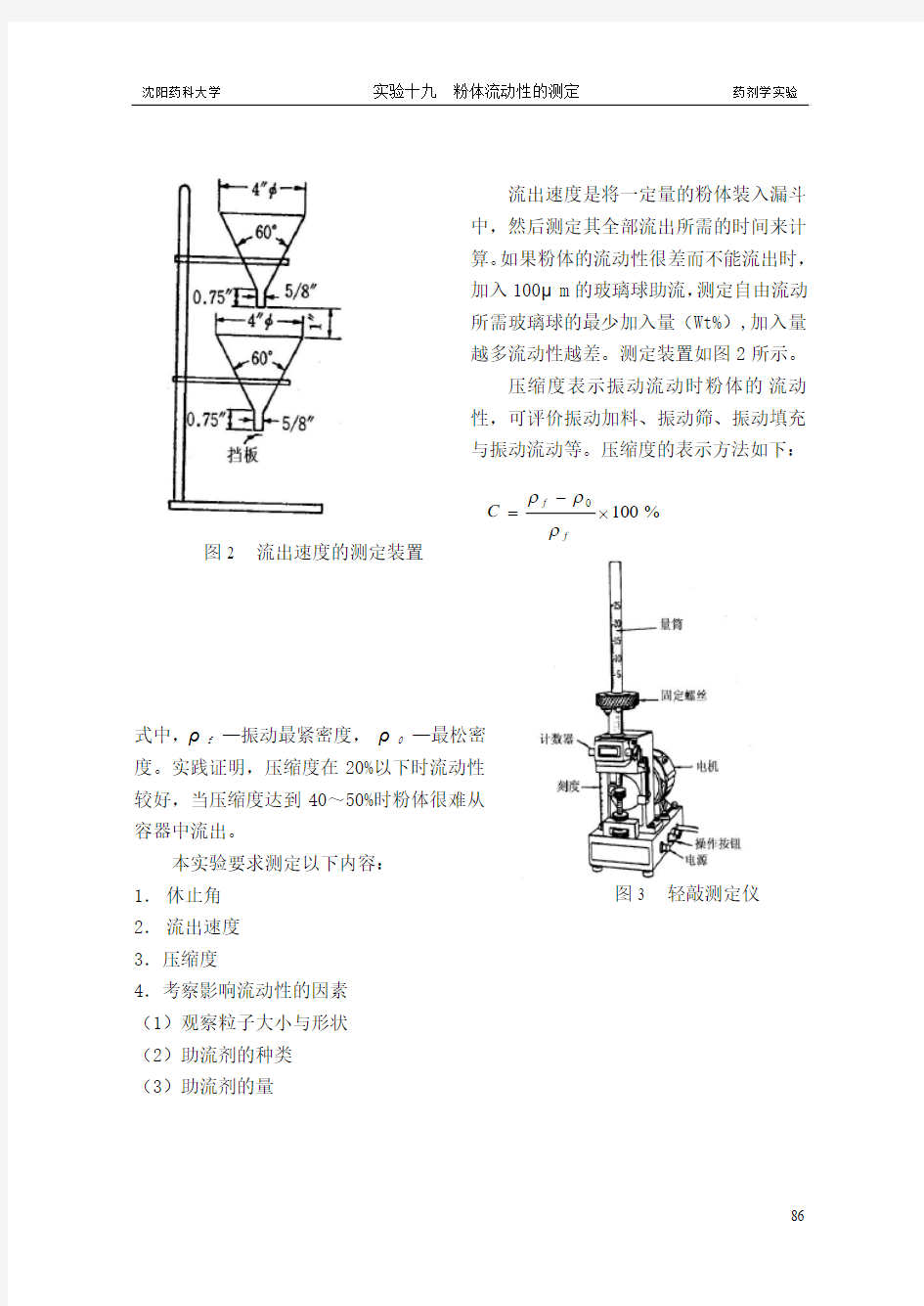
图1 固定漏斗法测定休止角
实验十九 粉体流动性的测定
一、 实验目的
1. 熟悉测定粉体流动性的测定方法及影响流动性的因素
2. 寻找改善流动性的方法
二、 实验指导
粉体是由无数个固体粒子组成的集合体。在制药行业中常用的粉体的粒子大小范围为1μm~10 mm 。由于组成粉体的每个粒子的形状与大小、颗粒之间的摩擦力和粘聚力不同等复杂原因,表现出的粉体性质也大不相同。粉体性质分为两大类: 粉体的第一性质:组成粉体的单一粒子的性质,如粒子的形状、大小、粒度分布、粒密度等;
粉体的第二性质:粉体集合体的性质,如粉体的流动性、填充性、堆密度、压缩成形性等。
粉体的流动性是固体制剂制备过程中必须考虑的重要性质,流动性不仅影响正常的生产过程,而且影响制剂质量,如重量差异和含量均匀度等。本实验重点考察粉体的流动性及其影响流动性的因素。
根据粉体流动的推动力不同,将粉体的流动现象分类为重力流动、振动流动、
压缩流动、流态化流动。休止角与流出速度表示粉体重力流动时的流动性,可评价粉体物料从料斗中的流出的能力、旋转混合器内物料的运动行为、充填物料的难易程度等。
休止角是粉体堆积层的自由斜面在静止的平衡状态下,与水平面所形成的
最大角。休止角的测定方法有:固定漏斗法、固定圆锥法、排除法、倾斜箱法、转动圆筒法等,常用的方法是固定圆锥
法(亦称残留圆锥法),如图1所示。固定圆锥法将粉体注入到某一有限直径的圆盘中心上,直到粉体堆积层斜边的物料沿圆盘边缘自动流出为止,停止注入,测定休止角。
流出速度是将一定量的粉体装入漏斗中,然后测定其全部流出所需的时间来计算。如果粉体的流动性很差而不能流出时,加入100μm 的玻璃球助流,测定自由流动所需玻璃球的最少加入量(Wt%),加入量越多流动性越差。测定装置如图2所示。
压缩度表示振动流动时粉体的流动性,可评价振动加料、振动筛、振动填充与振动流动等。压缩度的表示方法如下:
式中,ρf —振动最紧密度, ρ0 —最松密度。实践证明,压缩度在20%以下时流动性较好,当压缩度达到40~50%时粉体很难从容器中流出。
本实验要求测定以下内容: 1. 休止角 2. 流出速度 3.压缩度
4.考察影响流动性的因素 (1)观察粒子大小与形状 (2)助流剂的种类 (3)助流剂的量
%
1000
?-=
f C ρρ
图2 流出速度的测定装置
图3 轻敲测定仪
三、实验部分
(一)休止角的测定
1.物料
微晶纤维素粉末,微晶纤维素球形颗粒,乳糖,滑石粉,微粉硅胶,硬脂酸镁。2.测定内容
(1)分别称取微晶纤维素粉末和微晶纤维素球形颗粒20g,测定休止角,比较不同形状与大小对休止角的影响;
(2)称取微晶纤维素粉末(或乳糖)15g共3份,分别向其中加入1%的滑石粉、微粉硅胶、硬脂酸镁,均匀混合后测定休止角,比较不同润滑剂的助流作用;(3)称取微晶纤维素粉末25g,分成5份,依次向其中加入0.2%, 1%, 2%, 5%, 10%的滑石粉,均匀混合后测定其休止角,比较比较助流剂的量对流动性的影响。以休止角为纵坐标,以加入量为横坐标,绘出曲线。
3.操作
将预测物料轻轻地、均匀地落入圆盘的中心部,使粉体形成圆锥体,当物料从粉体斜边沿圆盘边缘中自由落下时停止加料,用量角器测定休止角(或测定圆盘的半径和粉体的高度,计算休止角,tgθ=高/半径)。
(二)流出速度的测定
1.物料
微晶纤维素粉末,微晶纤维素的球形颗粒,淀粉。
2.测定内容
(1)分别称15g 微晶纤维素粉末、微晶纤维素球形颗粒和淀粉,测定流出速度,比较不同形状与大小或不同物料的流出速度。
(2)在微晶纤维素粉末与淀粉中加入100μm的玻璃球助流,比较加入的玻璃球的量。
3.实验操作
将欲测物料轻轻装入流出速度测定仪(或三角漏斗中),打开下部流出口,测定全部物料流出所需时间。
(三)压缩度的测定
1.物料
微晶纤维素粉末、微晶纤维素球形颗粒、淀粉。
2.测定内容
取微晶纤维素粉末、微晶纤维素球形颗粒和淀粉各15g,测定压缩度,比较不同形状与大小或不同物料的振动流动性。
3.测定方法
将欲测定物料分别精密称定,轻轻加入量筒中,测量体积,记录最松密度;安装于轻敲测定仪中进行多次轻敲,直至体积不变为止,测量体积,记录最紧密度。
根据公式计算压缩度。
四、实验结果与讨论
1.用显微镜法观察粉体粒子的大小与形状,分析其对流动性的影响。
2.分析助流剂种类及用量对流动性的影响。
3.分析不同物料流动性的差异。
4.不同物料的流动性有差异的主要原因是什么?
五、思考题
1.为什么粉体颗粒的大小和形状影响粉体的流动性?
2.助流剂量过多会影响流动性的原因是什么?
3.你认为哪种助流剂较好,为什么?
(崔福德)
粉体流动性测试方法
粉体的流动性 2012-01-16 12:01:04 粉体的流动性与粒子的形状、大小、表面状态、密度、空隙率等有关 粉体的流动性(flowability)与粒子的形状、大小、表面状态、密度、空隙率等有关,加上颗粒之间的内摩擦力和粘附力等的复杂关系,粉体的流动性无法用单一的物性值来表达。然而粉体的流动性对颗粒剂、胶囊剂、片剂等制剂的重量差异影响较大,是保证产品质量的重要环节。粉体的流动形式很多,如重力流动、振动流动、压缩流动、流态化流动等,相对应的流动性的评价方法也有所不同,当定量地测量粉体的流动性时最好采用与处理过程相对应的方法,表12-7列出了流动形式与相应流动性的评价方法。 流动形式与其相对应的流动性评价方法 种类 现象或操作流动性的评价方法 重力流动 瓶或加料斗中的流出 旋转容器型混合器,充填 流出速度,壁面摩擦角 休止角,流出界限孔径 振动流动振动加料,振动筛 充填,流出 休止角,流出速度, 压缩度,表观密度 压缩流动压缩成形(压片)压缩度,壁面摩擦角内部摩擦角 流态化流动流化层干燥,流化层造粒 颗粒或片剂的空气输送 休止角,最小流化速度 (一)流动性的评价与测定方法 1.休止角 休止角(angle of repose)是粉体堆积层的自由斜面与水平面形成的最大角。常用的测定方法有注入法,排出法,倾斜角法等,如图12-10所示。休止角不仅可以直接测定,而且可以测定粉体层的高度和圆盘半径后计算而得。即tanθ=高度/半径。 休止角是粒子在粉体堆体积层的自由斜面上滑动时所受重力和粒子间摩擦力达到平衡而处于静止状态下测得,是检验粉体流动性的好坏的最简便的方法。休止角越小,摩擦力越小,流动性越好,一般认为θ≤40°时可以满足生产流动性的需要。粘附性粉体 (sticky powder)或粒子径小于100~200μm以下粉体的粒子间相互作用力较大而流动性差,相应地所测休止角较大。值得注意的是,测量方法不同所得数据有所不同,重现性差,所以不能把它看作粉体的一个物理常数。 2.流出速度 流出速度(flow velocity)是将物料加入于漏斗中测定全部物料流出所需的时间来描述,测定装置如图12-11所示。如果粉体的流动性很差而不能流出时加入100μm的玻璃球助流,测定自由流动所需玻璃球的量(w%),以表示流动性。加入量越多流动性越差。 3.压缩度 压缩度(compressibility)将一定量的粉体轻轻装入量筒后测量最初松体积;采用轻敲法(tapping method)使粉体处于最紧状态,测量最终的体积;计算最松密度ρ0与最紧密度ρf;根据公式12-31计算压缩度c。
粉体流动性Jenike法与卡尔Carr指数法应用特点
粉体流动性Jenike 法与卡尔(Carr)指数法应用特点 在粉体工业中,流动性的测量是非常重要的指标,几乎贯穿了从生产工艺、料仓、生产设备、仓储、运输及实际上下游的应用.在材料采购、供应QC检验、研发部门等息息相关,任何数据的差异都可能造成品质判断的差异,常用的也是比较成熟和国际认可的方法包括: 卡尔(Carr)指数法和Jenike 法也是行业上下游厂商研发品质管控常用手段.但在实际过程中,两种方法各有优劣势. 下面我们就对两种方法进行分析: 一.卡尔(Carr)指数法 卡尔通过对2800种粉体试样进行测定,归纳提出了一套比较全面的表征粉体流动性的方法,即对粉体的安息角、压缩率、平板角(铲板角)、凝集率(对于细粉料)或均匀性系数(对于粗粉料)等指标进行测定,将测定结果换算成表示其高低程度的点数(每项以25点为满值),然后采用“点加法”得出总点数作为流动性指数Ⅳ;并以此流动性指数来评估粉体的流动性。 卡尔流动性指数法评定分级: Ⅳ≥60的粉体为流动性较好的粉体,便于输送操作; 60>FI≥40的粉体容易发生输送管道的堵塞; FI<40的粉体为流动性不好的粉体,不便于输送操作,并且后两者在生产过程中都需要采取助流活化措施。 例如,ROOKO瑞柯仪器公司制作的FT-2000A就是在卡尔流动性指数法的基础上建立的,该测试仪可以同时测定卡尔指数所必需的检测项目。
如下图所示:
1.1.Carr指数法检测项目及内容分析 1. 松装(自然堆积)密度bulk density 2. 振实密度tap density 3. 安息角(休止角)Angel of repose 4. 质量流速mass flow velocity 5. 体积流速volume flow rate 6. 崩溃角 Angle of collapse 7. 平板角Flat Angle 8. 空隙率Voidage 9. 时间 time 10. 差角angle of difference 11. 分散性dispersibility 12.流动指数(卡尔指数和豪斯纳比)Flow index 13.压缩度 14.凝集度 15.均齐度
检测粉末流动性的方法有哪些
检测粉末的流动的方法有那些 对于这个疑问困扰着很多做粉末的客户,一些食品、药品、生物制 药行业粉末各行各业都有这样的一些疑问,今天呢,针对这些疑问,我写了一篇我自己的感想和经验在里面,如果有兴趣的话也可以添 加我的微信了解更多哦。 关于粉体流动特性主要用于评价粉体流动特性,我们厂用的检测方 法是休止角、崩溃角、平板角、分散度、松装密度、振实密度等参数。我把这些相关的定义发给你们了解下,这样的话对于粉末的研 究是很有帮助的。 振实密度:振实密度是指粉体装填在特定容器后,对容器进行振动,从而破坏 粉体中的空隙,使粉体处于紧密填充状态后的密度。通过测量振实 密度可以知 道粉体的流动性和空隙率等数据。(注:金属粉等特殊粉体的振实密 度按相应的 标准执行)。 松装密度:松装密度是指粉体在特定容器中处于自然充满状态后的 密度。该指 标对存储容器和包装袋的设计很重要。(注:金属粉等特殊粉体的松 装密度按相 应的标准执行)。 休止角:粉体堆积层的自由表面在静平衡状态下,与水平面形成的 最大角度叫 做休止角。它是通过特定方式使粉体自然下落到特定平台上形成的。休止角对 粉体的流动性影响最大,休止角越小,粉体的流动性越好。休止角 也称安息角、 自然坡度角等。 崩溃角:给测量
休止角的堆积粉体以一定的冲击,使其表面崩溃后圆锥体的底 角称为崩溃角。 平板角:将埋在粉体中的平板向上垂直提起,粉体在平板上的自由表面(斜面) 和平板之间的夹角与受到震动后的夹角的平均值称为平板角。在实际测量过程 中,平板角是以平板提起后的角度和平板受到冲击后除掉不稳定粉体的角度的 平均值来表示的。平板角越小粉体的流动性越强。一般地,平板角大于休止角。 分散度:粉体在空气中分散的难易程度称为分散度。测量方法是将10 克试样从 一定高度落下后,测量接料盘外试样占试样总量的百分数。分散度与试样的分 散性、漂浮性和飞溅性有关。如果分散度超过 50%,说明该样品具有很强的飞溅 倾向。 说了这么多的定义之后,小伙伴们你们有什么感触呢,是不是感觉到一下子就懂得了粉末流动性意义呢?
塑料溶体流动速率的测定
实验38 塑料熔体流动速率的测定 一、实验目的 1. 了解热塑性塑料熔体流动速率与加工性能之间的关系。 2. 学习掌握SRZ-400C型熔体流动速率测定仪的结构和工作原理。 3. 掌握熔体流动速率的测定方法。 二、实验原理 熔体流动速率(MFR)的定义是热塑性树脂试样在一定温度、恒定压力下,熔体在10min内流经标准毛细管的质量,单位是g/10min,通常用MFR来表示。熔体流动速率也称为熔融指数(MI)。在相同条件下(同一种聚合物,同温、同负荷),溶体流动速率越大,流动性越好;相反,溶体流动速率越小,则流动性越小,流动性差。 衡量高聚物流动性能的指标主要有熔体流动速率、表观粘度、可塑度、门尼粘度等。大多数热塑性树脂都可用它的熔体流动速率来表示其黏流态时的流动性能。不同途径和不同加工方法对高聚物的熔体流动速率有不同的要求。一般情况下注射成型的聚合物熔体流动速率较高,但是通常测定MI的不能说明注射或挤出成型时聚合物的实际流动性,因为在荷重2160g的条件下,熔体剪切速度约为10-2~10-1s-1,属于低剪切速度下的流动,远比注射或挤出成型加工中通常的加剪切速率(102~104s-1)范围低。由于熔体流动速率测定仪具有结构简单、方法简便的优点。用MI能方便的表示聚合物流动性高低。所以对成型加工中材料的选择和适用性有参考的实用价值。 ASTMD12138规定了常用高聚物的测试方法,测试条件包括:温度范围为120~300℃,负荷范围0.325~21.6kg(相应压力范围为0.046~3.04MPa)。在这样的测试范围内,MFR值在0.15~25之间的测量是可信的。 熔体流动速率MFR的计算公式为: MFR=600W/t (38-1) 式中MFR——熔体流动速率,g/10min; W——样条段质量(算术平均值),g; t——切割样条段所需时间,s。 测定不同结构的树脂熔体流动速率,所选择的测试温度、负荷压力、试样用量及实验时取样的时间等都有所不同。我国目前常用标准如表38-1和表38-2所示。 表38-1 部分树脂测量MFR的标准实验条件 树脂名称标准口模内径/mm 试验温度/℃压力/MPa 负荷/kg PE 2.095 190 0.304 2.160 PP 2.095 230 0.304 2.160 PS 2.095 200 0.703 5.000 PC 2.095 300 0.169 1.200 POM 2.095 190 0.304 2.160 ABS 2.095 200 0.703 5.000 PA 2.095 230,275 0.304,0.016 2.160,0.325 表38-2 MFR与试样用量和实验取样时间关系 MFR/(g/10min) 试样用量/g 切料时间间隔/s 0.1~0.5 3~4 120~240
粉体颗粒状态与流动性的关系
摘要 本文以粉体颗粒状态与流动性的关系为研究重点,采用粉体特性综合测试仪,分别测试了8个粉体样品的休止角、平板角、松装密度、振实密度、分散度等参数,得到样品的Carr流动性指数,评价了8个样品的流动性;通过激光粒度分析仪测了粉体的平均径、中位径、峰值径以及累积百分率处粒子的粒径以及粒径分布;用图形图像分析仪测试分析了样品的粒形。对样品的流动性与粉体粒形、粒径及其颗粒分布的关系进行了分析。分析结果表明,8个样品流动性好坏依次为:2号>1号>4号>5号>3号>6号>8号>7号。粉体的流动性与颗粒的球形度成正比,球形度越大,流动性越好。8个样品中2号球形度最大、流动性最好,7号球形度最小,流动性最差。 关键词:粉体流动性Carr指数粒形粒径
abstract This paper focuses on the research of the relationship between the powder particles state and liquidity, and respectively tests the angle of repose, flat angle, apparent density, tap density and dispersion and other parameters of eight samples. Carr index table is referred and Carr indexes are obtained. The liquidity performance of the eight samples in sequence is: No.2 > No.1 >No.4 > No.5 > No.3 >No.6 > No.8 > No. 7. The median diameter, the number average diameter and the cumulative percentage of the particle size and size distribution of particles of the powder are measured by laser particle size analyzer. Besides, the particle shape of the sample is tested by image analyzer and analyzed. The results show that the liquidity of powder is in direct proportion to the spherical degree of particle, namely, the greater the spherical degree is, and the better liquidity is. In the eight samples, spherical degree of No. 2 is the largest and its liquidity is the best; spherical degree of No. 7 is the smallest and its liquidity is the worst. Keywords: Powder; Liquidity; Carr Index; Particle Shape; Particle Size
FT-3500粉体强度测试仪
FT-3500粉体压缩强度测试仪 一. 原理和理论: 颗粒在压缩时要经历初步压缩、颗粒重排、初始结构形成、弹性形变、塑性形变、颗粒破碎、结合键形成、进一步压实及去除压力后的弹性恢复等系列变化,颗粒结构被破坏并发生重组形成新的结合键及压缩体;通过对粉体施加屈服强度变形所需的主应力,来分析粉体的体积变化与压力关系即(主应力与粉体密度的变化关系),时间与屈服强度变化关系,屈服强度与压缩高度变化关系,采用经验方程法:Heckel、Kawakita、Adams方程及川北方程线性回归方程的压缩理论来分析粉体颗粒新品、研发固体产品比如在药物处方及工艺选择方面及压实密度对压力的要求等的预测性分析工具. 本机型还可以实现粉体电阻、电阻率、电导率的测量(导体粉末),可通过粉体压缩与阻抗的变化关系或者粉末体压缩过程中的静电测量(绝缘粉体颗粒).通过电性能的变化来判断粉体压缩特性. 二. 目前比较认可的压缩成形机理认为: 粒子受压时,粒子间距离很近,从而在粒子间产生范德华力,静电力等的引力;粒子受压时,其塑性形变使粒子间的接触面积增大;粒子受压破碎时,产生的新生表面有较大表面自由能;粒子受压变形时,粒子相互嵌合而产生的机械结合力;粒子受压时,由于摩擦力而产生的热,特别是颗粒间支撑点处局部温度较高,使熔点较低的物料部分地熔融,解除压力后重新固化而在粒子间形成“固体桥”;在水溶性粒子的接触点处析出结晶而形成的“固体桥”. 三. 功能介绍: 采用液压恒压加压测量系统,7寸触摸屏控制,高精度荷重单元控制系统能精确采集应力变化数据,可以任意设置压力、时间数据,位移数据由位移传感器直读,温湿度数据通过传感器获得,多位数的AD芯片来保障数据的分析,全自动模式,手动操作模式及多段设置操作模式并存;配置PC软件可以获得应力与粉体密度关系曲线;时间与粉体屈服强度关系;川北方程线性回归方程的常数 u,v变化关系及时间流动函数关系过程数据的分析和曲线图谱,为生产企业和科研院所研发新品和改善工艺建立数据模型. 四. 适用范围: 食品、药品、粉末冶金、陶瓷、制药、化工、建筑等行业需要经过压缩或者压铸的粉末和颗粒物料;对粉末固体成形性及压缩性在新品开发,中试放大及生产过程中进行分析研究,常用于粉体企业上下游产业,粉体科研院所和大中专院校,为粉体在强度性能,可压缩性和流动性方面获得
提高粉末流动性的措施
提高粉末流动性的措施 4.1低温粉碎 粉末涂料的主要成份是树脂。粉末涂料用树脂的分子量较低,一般只有几千,软化点平均低于120℃.环氧树脂仅为95℃左右,而玻璃化温度(Tg)则更低,一般在60"C左右。 现在粉碎粉末涂料绝大多数采用ACM磨,粉末的粉碎与分级同时进行,因有大量空气通过磨腔,所以物料和磨体升温幅度小。但在实际使用过程中我们发现,设备长时间运转或在炎热的夏季,粉末的生产效率明显下降,粉末从筛网出来的温度偏高,立即包装后会有松散的结块产生,影响正常使用。这样的粉在电子显微镜下观察,就会出现表2所说的现象,如粉末形状不规则,许多粒子呈锯齿状等。 国产ACM磨进风口很短,空气没有经过处理直接进入磨体,而国外ACM磨的进风口很长,且空气进入磨体前经过冷却处理,一般在15℃以下,能保证磨出来的粉温度不超过25℃,远低于粉末的Tg点。 建议国内制粉设备厂改进进风管,加装冷冻装置。粉末厂则可在ACM磨进风口处加装冷却空调或专用冷风机。有许多粉末厂已采用这种方法,效果很好。粉末厂在条件许可的情况下,应让挤出机出来的半成品尽量冷透,不要立即粉碎。 4.2后混流动助剂 粉末涂料本身很细,通常颗粒粒径以微米(um)为单位来衡量。粒度分布呈正态分布的粉末,大都有一定的流动性。但粉末自身的流动性很弱,要提高其流动性应在挤出和粉碎的同时加入气相二氧化硅。 加有一定量气相二氧化硅的粉末涂料在电子显微镜下观察,其粉末颗粒之间不粘连,颗粒感强。原因在于粉末粒子之间漂浮或者流动有粒径更细,比重更小的胶体状二氧化硅微粒。常用的气相二氧化硅有美国卡博特(CABOT)的M-5.EH-5和德国迪高莎(DEGUSSA)的AEROSIL200和AEROSIL972。这些产品的具体技术指标见表3和表4。 表3 卡博特气相二氧化硅的特性参数性能代号M-5 H-5 HS-5 EH-5 外观白色微粉白色微粉白色微粉白色微粉 比表面积(m2/g) 200±25 300±25 325±25 380±25 Ph值(4%水溶液) 3.7~4.3 3.7~4.3 3.7~4.3 3.7~4.3 加热损失(105℃,%) <1.5 <1.5 <1.5 <1.5 燃烧损失(1000℃) <1 <2 <2 <2 堆积密度(g/l) 40 40 40 40 注:M-5和EH-5可用于粉末涂料。 表4 迪高莎气相二氧化硅的特性参数性能代号Aerosil 200 Aerosil 300 Aerosil R972 Aerosil R974
粉体综合特性测试方法及其特点:
粉体综合特性测试方法及其特点: 1.Jenike剪切法: 分析和测试如下数据:莫尔应力圆、内摩擦角、主应力、剪切力、屈服轨迹、稳态流、流动函数、开放屈服强度(无侧限屈服强度)、内摩擦时间角、时效屈服轨迹、堆积密度、密度轨迹、壁摩擦角、附着力、壁剪切力、壁应力、壁轨迹、运动摩擦角、静态摩擦角、料仓设计的料斗 半顶角、卸料口径、流与不流判定、流动因子、初始抗剪强度(内聚力)等. 举例: 2. 卡尔Carr指数法:
1. 松装(自然堆积)密度bulk density 2. 振实密度 tap density 3. 安息角(休止角)Angel of repose 4. 质量流速mass flow velocity 5. 体积流速volume flow rate 6. 崩溃角 Angle of collapse 7. 平板角Flat Angle 8. 空隙率Voidage 9. 时间 time 10. 差角angle of difference 11. 分散性dispersibility 12.流动指数(卡尔指数和豪斯纳比)Flow index 13.压缩度 14.凝集度 15.均齐度 16.筛分粒度
3.旋转圆筒法, 转鼓法即将粉体颗粒填充转鼓中让其缓慢转动,测定固定转速下每旋转一圈颗粒发生坍塌的次数,次数越大,流动性越好;反之越小,流动性越差。此方法反映了颗粒流动的稳定性、临界转变及坍塌规模.和质量流率.满足欧洲药典要求. 转鼓中颗粒表面因流速不同从上到下可分为 3个区域:即稀疏流动区、致密流动区和蠕变区;剪切率的变化对颗粒流动特征和运动状态具有决定性影响;颗粒在转鼓中的运动有一个显著特点,即可以大致分为流动表层和静止底层两个区域,将颗粒物质从静止状态发展到流动、再由
粉末流动性测试仪
天津市广赫商贸有限公司 GH/CL57粉末流动性测试仪 一.简要说明:流动性能是粉末涂料一个极为重要的特征,成品粉末的流动性与粉末的比重﹑粒度分布﹑松散度及生产工艺等密切相关。客观而真实地测试或表征粉末涂料的流动性,能够为粉末生产和施工企业提供明确的技术及质量指标。 粉末涂料的实际施工应用的经验证明,流动性好的粉末容易充分雾化,粉末带电性强,在金属工件上的沉着效率高,同时膜厚均匀,喷逸(飘散和待回收)粉量少,喷枪及粉管等零配件磨损小,概括起来说,流动性好的粉末在应用中,喷涂和生产效率高,粉末利用率好,同等条件下喷涂面积多,喷涂设备及零部件损耗和维护费用低。 二.设备简介: GH/CL57专用粉末流动性测试仪, 根据国际标准设计制造,结构小巧、紧凑而轻便、操作简便,适合国内广大粉末生产和喷涂企业. 外观见下图: 箱体 进气压力 进气调节阀 进气口 控制面板 流量计 流化桶 集粉器 流量调节阀 调节气出口 三.操作步骤和方法: A).接通压缩空气接口1. B)将流化杯底侧的流出小口用胶带纸封好. C)称取待测粉末样品250克,置于流化杯6中. D)打开旋纽2,至压力表4的刻度指示在1-3kgf. E)调节流量计按钮至200 l/h,使粉末流化20-30秒左右,采用带刻度的塑料直尺测试粉末的最大高度,可以在三个测试点测量,取平均值,记为h1,以厘米(cm)表示,精确到毫米(mm). F)关闭流量计按钮,使流化杯中的粉末静置10秒钟,方法同前测试粉末的最大高度,可测试三个点取平均值,记为h0,以厘米(cm)表示,精确至毫米(mm). G)重新开启流量计至压缩空气流量在200l/h,使粉末充分流化,打开流化桶底侧的封条,称量并记录30秒内流出的粉末质量,记为m,精确至克(g). H)清理仪器,并计算粉末的流化指数。
实验-粉体流动性的测定
粉体流动性的测定 一、实验目的 1. 掌握测定休止角的方法以评价颖粒的流动性。 2. 熟悉润滑剂或助流剂及其用量对颗粒流动性的影响。 二、实验原理 药物粉末或颗粒的流动性是固体制剂制备中的一项重要物理性质,无论原辅料的混匀、沸腾制粒、分装、压片工艺过程都与流动性有关。特别是在压片工艺过程中,为了使颗粒能自由连续流入冲模,保证均匀填充,减少压片时对冲模壁的摩擦和黏附,降低片重差异,必须设法使颗粒具有良好的流动性。 影响流动性的因素比较复杂,除了颗粒间的摩擦力、附着力外,颗粒的粒径、形态、松密度等,对流动性也有影响。目前在改善颗粒流动性方面的措施,主要从改变粒径和形态,添加润滑剂或助流剂等方面着手。本实验首先制成颗粒,使粒径变大,然后添加润滑剂或助流剂以改善流动性。 表示流动性的参数,主要有休止角、滑角、摩擦系数和流动速度等。其中以休止角比较常用,根据休止角的大小,可以间接反映流动性的大小。一般认为粒径越小,或粒度分布越大的颗粒,其休止角越大;而粒径大且均匀的颗粒,颗粒间摩擦力小,休止角小,易于流动。所以休止角可以作为选择润滑剂或助流剂的参考指标。一般认为休止角小于30℃者流动性好,大于40℃者流动性不好。 休止角是指粉末或颗粒堆积成最陡堆的斜边与水平面之间的夹角。图1为本实验测定休止角的装置。具体测定方法,将粉末或颗粒放在固定于圆形器皿的中心点上面的漏斗中,圆形器皿为浅而已知半径为r(5cm左右)的培养平皿。粉末或城粒从漏斗中流出,直至粉末或颗粒堆积至从平皿上缘溢出为止。测出圆锥陡堆的顶点到平皿上缘的高h,休止角即为下式
中的φ值: tanφ=h/r 在使用上述方法测定时,为了使颗粒从漏斗中流出的速度均匀稳定,使测定的结果重现性好,可将2~3个漏斗错位串联起来,即上一个漏斗出口不对准下一个漏斗出口,使粉末或颗粒尽可能堆成陡的圆锥体(堆)。 三、实验内容 (一)测定粉末的休止角 取淀粉、糊精各15g混合均匀,测定混合粉末的休止角(三次)。 (二)制备空白颗粒 1.处方 淀粉15g 糊精15g 10%淀粉浆适量 2.操作将淀粉与糊精混匀后,用适量10%淀粉浆制成适宜的软材,过18目筛,制湿颗粒,60℃烘干,过16目筛整粒备用。 (三)测定颗粒的休止角 取颗粒,用60目筛筛去细粉,不加助流剂,测定休止角(三次); 分别以不同量的滑石粉(1%、3%、6%、10%)作为助流剂,与颗粒混匀后,测定休止角(各三次),作图,找出滑石粉起最好助流作用的用量。 最后将以上实验结果进行比较。 3. 操作注意 空白颗粒宜紧密整齐。制备软材时,粘合剂的量须加至制得的软材在过筛后不出现明显细粉,也不呈条状为宜。整粒后,以60-80目筛筛去细粉,以减少影响测定流动性的因素。 四、结果与讨论 1. 将测得锥体高、底半径并计算得休止角,φ=arc tan(h/r) 2. 最佳用量的确定:以休止角(φ)为纵座标,助流剂用量为横座标作图,找出峰值。 3. 讨论本实验粉末与颗粒的流动性以及在颗粒中加入润滑剂或助流剂后,改善顺粒流动性的情况。
FT-102霍尔流速计 松装密度测定仪
FT-102霍尔流速计/松装密度测定仪 FT-102霍尔流速计流动性和松装密度测量装置(不锈刚材质)是本仪器根据GB 1482-2010-T 金属粉末流动性的测定标准漏斗法(霍尔流速计)代替GB1479-84、 GB1482-84标准规范制作的规定设计、生产。其检测方法与结果和国际上通用的检测方法具有通用性。本产品也适用于类似粉末粉体流动性和松装密度之测量。 本装置适用于用标准漏斗法测定金属粉末的流动性。凡能自由流过孔径为2.5mm标准漏斗的粉末,均可采用本装置。 FT-102霍尔流速计/松装密度测定仪是依据国家标准GB 1482-84的规定 设计、生产。 本装置适用于用标准漏斗法测定金属粉末的流动性。 凡能自由流过孔径为2.5mm标准漏斗的粉末,均可采用本装置。 FT-102霍尔流速计/松装密度测定仪原理 金属粉末的流动性,以50g金属粉末流过规定孔径的标准漏斗所需要的时间来表示。 FT-102霍尔流速计/松装密度测定仪技术要求 2.1 漏斗(小孔直径2.5mm) 漏斗不锈钢材料制成,且具有足够的壁厚和硬度,以防变形和过度磨损。 2.2 支架、底座和接收器 支架用以固定漏斗。底座用于安装支架和接收器,请调整水平、稳固且无振动。调整支架高度并用附带的扳手固定住,将漏斗安装到支架上。接收器(不锈钢盘)置于底座上,用来收集粉末。 2.3 天平(用户自备) 最大称量100g;精度0.05g。 2.4 秒表 测量时间能够精确到0.01s。 2.5 量杯 本装置配备一只容积为25ml的不锈钢量杯。用户可参照国标GB 1479-84的规定完成金属粉末松装密度的测定(漏斗法)。 FT-102霍尔流速计/松装密度测定仪基本配置:架台:1套;漏斗: 不锈钢(Φ2.5mm、Φ5.0mm)各1只;量杯; 不锈钢(Φ31mm、25ml)1只; 秒表1只;溢料盘不锈钢1只;毛刷1只;钢尺15cm 1把说明书;保修卡;合格证。 1 / 1
实验十九粉体流动性的测定(精)
图1 固定漏斗法测定休止角 实验十九 粉体流动性的测定 一、 实验目的 1. 熟悉测定粉体流动性的测定方法及影响流动性的因素 2. 寻找改善流动性的方法 二、 实验指导 粉体是由无数个固体粒子组成的集合体。在制药行业中常用的粉体的粒子大小范围为1μm~10 mm 。由于组成粉体的每个粒子的形状与大小、颗粒之间的摩擦力和粘聚力不同等复杂原因,表现出的粉体性质也大不相同。粉体性质分为两大类: 粉体的第一性质:组成粉体的单一粒子的性质,如粒子的形状、大小、粒度分布、粒密度等; 粉体的第二性质:粉体集合体的性质,如粉体的流动性、填充性、堆密度、压缩成形性等。 粉体的流动性是固体制剂制备过程中必须考虑的重要性质,流动性不仅影响正常的生产过程,而且影响制剂质量,如重量差异和含量均匀度等。本实验重点考察粉体的流动性及其影响流动性的因素。 根据粉体流动的推动力不同,将粉体的流动现象分类为重力流动、振动流动、 压缩流动、流态化流动。休止角与流出 速度表示粉体重力流动时的流动性,可 评价粉体物料从料斗中的流出的能力、 旋转混合器内物料的运动行为、充填物 料的难易程度等。 休止角是粉体堆积层的自由斜面在 静止的平衡状态下,与水平面所形成的 最大角。休止角的测定方法有:固定漏斗法、固定圆锥法、排除法、倾斜箱法、 转动圆筒法等,常用的方法是固定圆锥 法(亦称残留圆锥法),如图1所示。固定圆锥法将粉体注入到某一有限直径的圆盘中心上,直到粉体堆积层斜边的物料沿圆盘边缘自动流出为止,停止注入,测定休止角。
流出速度是将一定量的粉体装入漏斗中,然后测定其全部流出所需的时间来计算。如果粉体的流动性很差而不能流出时,加入100μm的玻璃球助流,测定自由流动所需玻璃球的最少加入量(Wt%),加入量越多流动性越差。测定装置如图2所示。 压缩度表示振动流动时粉体的流动性,可评价振动加料、振动筛、振动填充与振动流动等。压缩度的表示方法如下: 式中,ρf—振动最紧密度,ρ0—最松密度。实践证明,压缩度在20%以下时流动性较好,当压缩度达到40~50%时粉体很难从容器中流出。 本实验要求测定以下内容: 1.休止角 2.流出速度 3.压缩度 4.考察影响流动性的因素 (1)观察粒子大小与形状 (2)助流剂的种类 (3)助流剂的量 % 100 0? - =f C ρ ρ 图2 流出速度的测定装置 图3 轻敲测定仪
粉末涂料流动性的真实含义
成品粉末流动性能测试及其意义 Testing Method and Significance for Powder Products Flowability 徐卫华陈荣华(常州驰励粉体材料有限公司) 摘要:粉末涂料的流动性是粉末涂料重要的应用性能,文章详细讨论了粉末涂料流动性的意义,影响流动性的因素以及如何评估粉末涂料的流动性。 1 前言 在粉末涂料长期的应用实践中,几乎所有客户都会关注一个看似普通却又无法回避的问题,即粉末涂料的喷涂面积究竟有多少?同样的颜色和配方体系,不同的粉末涂料生产商所提供的产品往往存在极大的差异,而造成这种差异的原因很多,客户在使用过程中能够清楚地感知这种差异,却很难用科学的方法分析和检验这种差异。其实喷涂面积大的粉末涂料产品都有一个很明显的特征,即具有很好的自由流动性,意味着粉末涂料在使用过程中疏松、易于流化,从供粉桶至喷枪的传送轻便,且从喷枪出来的粉末雾化很好,没有结团或吐粉现象。 我们曾经用激光粒径分析仪和电子显微镜对众多厂商提供的粉末涂料进行检测和观察,并从中发现了一些规律性的现象,试验结果见表1和图1。 低流动性粉末流动性较好的粉末 图1 粉末涂料粒子的基本特征 如图1所示,在低流动性粉末中形状不规则的粉末颗粒较多,细粉含量也很高。这种粉体其颗粒间的摩擦力大,在压缩空气作用下的流化性能较差,输送速度和输出量相对较小。仔细观察可以发现,该类粉体经二次气雾化后的喷雾形状不能散开,呈直线射流,粉末的一次上粉率不高,喷逸的粉末大量掉落在粉房内,增大了回收系统的工作负荷。 图1中高流动性的粉末有着与前述粉体大不相同的喷涂特性,流化和雾化性能都非常好,能够满足流水线喷涂对粉末涂料基本特性的要求,大量减少喷涂易损件如喷嘴导向帽﹑
粉体流动性概念及粉体流动性检测方法
粉 * 体 * 圈 粉体流动性概念及粉体流动性检测方法 一、粉体流动性基本概念 粉体的流动性与粒子的形状、大小、表面状态、密度、空隙率等有关。对颗粒制备的重量差异以及正常的操作影响很大。粉体的流动包括重力流动、压缩流动、流态化流动等多种形式。 粉体之所以流动,其本质是粉体中粒子受力的不平衡,对粒子受力分析可知,粒子的作用力有重力、颗粒间的黏附力、摩擦力、静电力等,对粉体流动影响最大的是重力和颗粒间的黏附力。 影响粉体流动性的因素非常复杂,粒径分布和颗粒形状对粉体的流动性具有重要影响。此外,温度、含水量、静电电压、空隙率、堆密度、粘结指数、内部摩擦系数、空气中的湿度等因素也对粉体的流动性产生影响。 二、影响粉体流动性的主要因素 1、粉体的粒度分布:随着粉体粒度的减小,粉体之间分子引力、静电引力作用逐渐增大,降低粉体颗粒的流动性;其次,粉体粒度越小,粒子间越容易吸附、聚集成团,黏结性增大,导致休止角增大,流动性变差;再次,粉体粒度减小,颗粒间容易形成紧密堆积,使得透气率下降,压缩率增加,粉体的流动性下降。 2、粉体颗粒形貌形:除了颗粒粒径意外,颗粒形态对流动性的影响也非常显著。粒径大小相等,形状不同的粉末其流动性也不同。显而易见,球形粒子相互间的接触面积最小,其流动性最好。针片状的粒子表面有大量的平面接触点,以及不规则粒子间的剪切力,故流动性差 3、粉体温度:热处理可使粉末的松装密度和振实密度会增加。因为,温度升高后粉末颗粒的致密度提高。但是当温度升高到一定程度后,粉体的流动性会下降,因在高温下粉体的黏附性明显增加,粉粒与粉体之间或者粉体与器壁之间发生黏附,使得粉体流动性降低。如果温度超过粉体熔点时,粉体会变成液体,使黏附作用更强
智能粉体特性测试仪与非智能型比较优势分析
智能粉体特性测试仪与非智能型比较优势分析 一、功能对比: 1.1.自动型特点: 通过高精度自动化测量技术,智能化测量系统,采用集成电路 系统模块;触摸屏或者PC软件两种操作模式并存:测试过程和 测试结果通过PC软件曲线图位表示,并自动生成报表;采用7 寸触摸屏操控,本机配备中英文两种语言,自带通讯接口,具 有仪器自我管理及故障排除;自我校正功能,环境温湿度管理,多孔径漏斗选择,自带称重平台,自动辅助下料搅拌系统,水 平定位功能, 1.2.非智能型特点 采用全人工操作,所有测量过程全部由人工操作,人工计算,重复性及可 比性差,精度低,无法获得分析数据,测试样品需要花费大量的人工在操 作,计算以及样品处理等方面.采用一个漏斗出口孔径,无法满足不同粉 体的流动,有些厂家采用振动方式通过筛分处理下料,这种方式是解决的 粉体从漏斗流出,但是,筛分改变了粉体本身的实际性质,把粉体依据粒 度大小分成多层流下,这种方法测试结果更多的偏离产品本身的特性如团 聚,搭桥,水分等,如果使用在科研方面,则要求操作员非常专业熟练掌 握粉体学相关知识及测试方法.一般建议使用在要求不高并只是大概了解 粉体特性方面使用. 二.测试项目: 2.1.自动型特点: 对粉末和颗粒振实密度、松装密度、堆积密度、安息角(休止 角)、抹刀角(平板角)、崩溃角、差角、质量流速、体积流 速、分散性、空隙率等项目测量,综合反映粉体流动性和表征特 性状况,自动通过卡尔指数,豪斯纳比指数综合评定物料流动 性状况. 2.2.非智能型特点:
对粉末和颗粒振实密度、松装密度、堆积密度、安息角(休止 角)、抹刀角(平板角)、崩溃角、分散性、空隙率等项目测 量,流动指数需要人工处理. 三.满足标准: 3.1.自动型特点: 参照国际和国内标准:ISO902-1976; ISO4324;GB6521-86 ;ISO4490-1978; GB1482-84; ISO903-1976; GB6522-86 ;GB11986; DIN ISO 4324 - December 1983;USP(美国药典);BP(英国药典);EP(欧洲药典)规范要求GB/T16913-2008-4.5,GB/T1479.1-2011,GB/T5162-2006/ISO3953:19 93;美国ATSM6393-08;欧洲药典EP7.0中的07/2010:20934,美国药典616. 3.2.非智能型特点: 参照国际和国内标准:ISO902-1976; ISO4324;GB6521-86 GB1482-84;ISO903-1976;GB6522-86;GB11986;GB/T16913-2008-4.5, GB/T1479.1-2011,GB/T5162-2006/ISO3953:1993; 四、参数及功能描述 4.1.自动型特点:
FT-102B自动粉末流动性测试仪说明书
FT-102B自动粉末流动性测试仪 一、概述FT-102B自动粉末流动性测试仪是通过先进的测控技术,控制系统自动测试粉末流动时间,以减少传统的手工堵塞方式带来的测试误差和秒表计时误差,从而让测试结果更加接近产品本身的实际值,达到测试结果更加精准,对粉末性状分析和产品质量管控、配比都有很好的提升,从而降低生产成本。本产品除配置定位角之外,配置调节平衡之水平仪装置,减少外部环境对测量结果的影响;漏斗和量杯都有定位装置,从而保证漏斗和量杯的中心在一条直线上;还装配高度测量尺. 二、本品广泛用于生产、质检所、科研院所和大专院校实验室对材料分析和测量使用。 三、本仪器满足GB 1482-2010-T 金属粉末流动性的测定标准漏斗法(霍尔流速计)代替 GB1479-84、 GB1482-84标准规范制作的规定设计、生产。其检测方法与结果和国际上通用的检测方法具有通用性。本产品也适用于类似粉末粉体流动性和松装密度之测量。适用于用标准漏斗法测定金属粉末的流动性。凡能自由流过孔径为2.5mm标准漏斗的粉末,均可采用本装置。 四、技术参数 1.漏斗(出口2.5mm和5.0mm各一个) 漏斗不锈钢或黄铜材料制成,且具有足够的壁厚和硬度,以防变形和过度磨损。 2.支架、底座和接收量筒支架用以固定漏斗。底座用于安装支架和接收量筒,请调整水平、稳固且无振动。调整支架高度并用附带的扳手固定住,将漏斗安装到支架上。接收量筒(不锈钢盘)置于底座上,用来收集粉末。 3 .天平(用户自备)最大称量100g;精度0.05g。 4.量杯本装置配备一只容积为25ml的不锈钢量杯。用户可参照国标GB 1479-84的规定完成金属粉末松装密度的测定(漏斗法)。 5.仪器由控制箱电气部分和试验部分组成,自动开启出料口计时。试样流出后停止计时。 瑞柯『伟业』仪器生产部提示,还有相关联产品FT-102A震动漏斗松装密度测定仪,FT-100A 振实密度测定仪;FT-101斯柯特容量计松装密度测试仪,FT-102霍尔流速计/松装密度测试仪-不锈钢材质;FL4-1霍尔流速计/粉末流动性测定仪-黄铜材质 FT-102BA 微电脑粉末流动性测试仪 一、概述FT-102BA微电脑粉末流动性测试仪是在原FT-102B基础上升级,增加了粉末松装密度测试时,自动计算出松装密度值,并配置打印机,直接打印出测试结果,松装密度测试时,直接把量杯上多余粉末刮平后,自动显示出测试样品之质量;是通过先进的测控技术,控制系统自动测试粉末流动时间,以减少传统的手工堵塞方式带来的测试误差和秒表计时误差,从而让测试结果更加接近产品本身的实际值,达到测试结果更加精准,对粉末性状分析和产品质量管控、配比都有很好的提升,从而降低生产成本。本产品除配置定位角之外,配置调节平衡之水平仪装置,减少外部环境对测量结果的影响;漏斗和量杯都有定位装置,从而保证漏斗和量杯的中心在一条直线上;还装配高度测量尺. 二、本品广泛用于生产、质检所、科研院所和大专院校实验室对材料分析和测量使用。 三、本仪器满足GB 1482-2010-T 金属粉末流动性的测定标准漏斗法(霍尔流速计)代替 GB1479-84、 GB1482-84标准规范制作的规定设计、生产。其检测方法与结果和国际上通用的检测方法具有通用性。本产品也适用于类似粉末粉体流动性和松装密度之测量。适用于用标准漏斗法测定金属粉末的流动性。凡能自由流过孔径为2.5mm标准漏斗的粉末,均可采用本装置。 四、技术参数 1.漏斗(出口2.5mm和5.0mm各一个) 漏斗不锈钢或黄铜材料制成,且具有足够的壁厚和硬度,以防变形和过度磨损。 2.支架、底座和接收量筒支架用以固定漏斗。底座用于安装支架和接收量筒,请调整水平、稳固且无振动。调整支架高度并固定住,将漏斗安装到支架上。接收量筒和不锈钢溢料盘置
粉末涂料的静电涂装方法
粉末涂料的静电涂装方法 1 喷涂电压 1、在一定范围内,喷涂电压增大,粉末附着量增加,但当电压超过90KV 时,粉末附着量反而随电压的增加而减小。 2、电压增大时,粉层的初始增长率增加,但随着喷涂时间的增加,电压对粉层厚度增加率的影响变小。 3、当喷涂距离(指喷枪头至工件表面的距离)增大时,电压对粉层厚度的影响变小。一般距离应掌握在150-300mm之间。 4、喷涂电压过高,会使粉末层击穿,影响涂层质量。喷涂电压应控制在60-90KV之间。 2 供粉气压 供粉气压指供粉器中输粉管的空气压力,在其它条件不变情况下,以 0.05MPa(1.96公斤力气压)为最佳。 3 喷粉量 喷粉量是指单位时间内的喷枪口的出粉量。粉层厚度的初始增长率与喷粉量成正比,但随着喷涂时间的增加,喷粉量对粉层厚度增长率的影响不仅变小,还会使沉积效率下降,故喷粉量掌握在100-200g/min 较为合适。 4 喷涂距离 喷涂距离是指喷枪口到工件表面的距离,当喷枪施加的静电电压不变,喷涂距离变化时,电场强度也将随之发生变化。因此,喷涂距离的大小直接影响工件吸附的粉层厚度和沉积效率。最佳的距离为250mm左右。
粉末静电涂装的技术要求 1 涂装环境温度和温度对涂膜厚度的影响 以喷粉量为170-200g/min;电压为70KV,喷枪同被涂物的距离20cm。当温度在20-30℃,湿度在60-80%时粉末涂料的涂着效率较好,而且涂膜较厚。 2 涂膜的平整性 在粉末涂料中,涂膜厚度越厚,表面越趋于平整。影响粉末涂料涂膜平整性的主要因素是粒度不小及其分布,熔融粘度,颜料和固化剂的分散状态等。对于熔融粘度高的树脂,如果要获得40μm涂膜厚度的平整涂膜,那么粉末粒度最大粒径约为60μm。 3 涂膜厚度的分布 在静电粉末涂装中,由于喷出粉末的不均匀性使涂膜厚度的不均匀程度大约为溶剂涂装的两倍,要正确掌握涂装设备的有效喷束图形、控制好喷涂的间接时间,防止喷涂的不均匀性。被涂物面积大于涂装设备的喷束图形时,采用往复式喷粉枪结构是比较适宜的。当并联长冲程排列时,被涂物的中央部位涂膜较薄,而乐用串联短冲程排列,被涂物中央部位涂膜则较厚。 4 涂着效率 影响粉末涂料涂着效率的主要因素是涂装设备对涂料的带电方式,粉末的粒度分布,涂装环境的温度和湿度等。为此,合适的粉末涂料的范围为 10-80μm。涂装效率与粒径之间的关系粒子径与涂着效率的关系大致如下:粒子径的涂着效率:粒子径(μm )150以上35.0 150-100 35-60 涂着效率(%)100-74 60-70 74-20 70-90 故:相对于粒子的重量,静电力随着粒子直径的减少而增加,粒子小为36-100μm,150-400目)的粉体可完全附着冷态被涂物,较大的74-177μmc,80-200目)粒子在喷射后,粉体可能从被涂物掉落。环氧树脂的粒度20-100μm,平衡的粒子径分布标准绳宜为10-80μm,最细的下限是10μm以下为10%以内,60μm以下的粒子为60%以下,宜成20-50μm的尖锐粒度分布,因20μm以下的微粉末容易飞扬,涂料损失也多。 5 涂膜的颗粒 产生的原因为粉末涂料中混进胶化,难溶性粒子和杂质等造成。粉末涂料中的微细粒子容易堆积在涂装设备后喷枪头部或管道内改变气流方向的部位,当堆积到某种程度时,以凝集状态喷出来附着在被涂物上面,烘烤时不会熔融而变成直径为0.5-3mm程度的颗粒,附着在喷粉室内壁和回收设备内的胶化物:制造粉末涂料过程中由于颜料产生凝聚物:在熔融混合过程中有部分树脂进行固化反应产生胶化粒子,这些粒子都会形成涂膜上的颗粒。静电喷涂施工中,环境粉尘问题也应该引起足够的重视。灰尘来自空气,操作人员的工作胶布袋回收设备上的纤维和烘烤设备上的剥落物等,这些灰尘在静电喷粉过程中也会引起涂膜的污染和带上颗粒。