汽车设计 注塑工艺规范设计检查表

1
基本壁厚
经验值
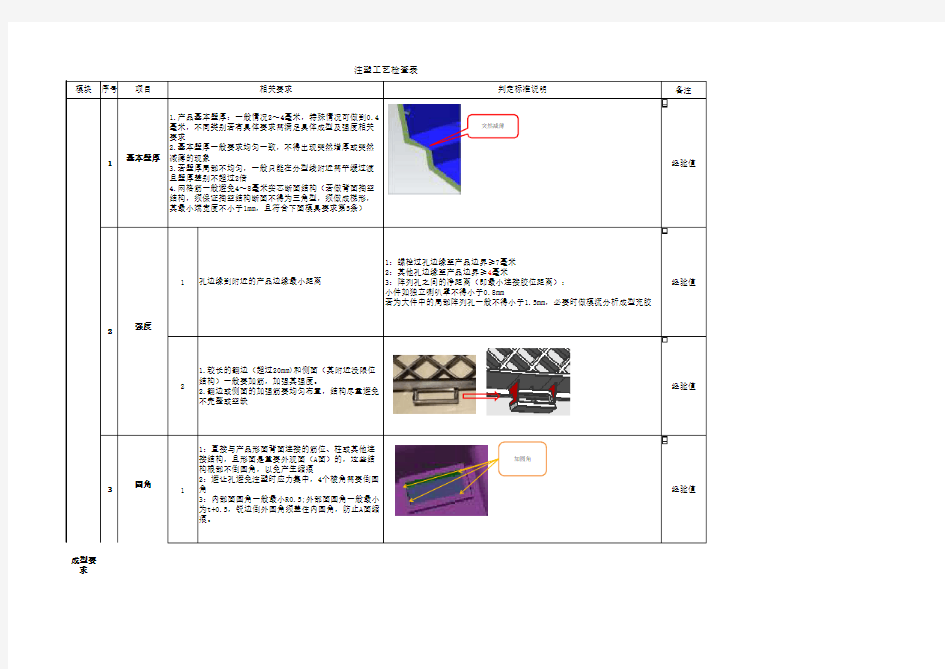
11:螺栓过孔边缘至产品边界≥7毫米2:其他孔边缘至产品边界≥4毫米
3:阵列孔之间的净距离(即最小连接胶位距离):小件如独立喇叭罩不得小于0.8mm
若为大件中的局部阵列孔一般不得小于1.5mm,必要时做模流分析成型充胶
经验值
2
经验值
3
圆角
1
经验值
孔边缘到附近的产品边缘最小距离
1.较长的翻边(超过20mm)和侧面(其附近没限位结构)一般要加筋,加强其强度。
2.翻边或侧面的加强筋要均匀布置,结构尽量避免不完整或空缺
1:直接与产品形面背面连接的筋位、柱或其他连接结构,且形面是重要外观面(A面)的,这些结构根部不倒圆角,以免产生缩痕
2:避让孔避免注塑时应力集中,4个棱角需要倒圆角
3:内部面圆角一般最小R0.5;外部面圆角一般最小为t+0.5,锐边倒外圆角须盖住内圆角,防止A面缩痕。
备注
注塑工艺检查表
1.产品基本壁厚:一般情况2~4毫米,特殊情况可做到0.4毫米,不同类别若有具体要求需满足具体成型及强度相关要求
2.基本壁厚一般要求均匀一致,不得出现突然增厚或突然减薄的现象
3.若壁厚局部不均匀,一般只能在分型线附近需平缓过渡且壁厚差别不超过2倍
4.网格筋一般避免4~8毫米实芯断面结构(若做背面掏空结构,须保证掏空结构断面不得为三角型,须做成梯形,其最小端宽度不小于1mm,且符合下面模具要求第5条)
判定标准说明
成型要求
模块
序号
项目
相关要求
2
强度
突然减薄
加圆角
4筋位1经验值
5柱位防缩痕
结构
经验值
1.柱位高度≤20mm,且产品外观为粗皮纹的A面,可
以优先选择加火山口防缩痕结构,次选加壁厚防缩
痕结构。
2.产品外观为非粗皮纹的A面,柱位选择根部做掏
空结构。
3.安装柱尽可能布置在外观不明显或者结构强度较
强的造型面附近(如特征R角处)
1.外观面(A面和B面)为光面或细皮纹:其背面筋位
的根部最大 厚度一般为产品厚度的1/3,
2.外观面(A面和B面)为粗皮纹:其背面筋位根部最
大厚度一般为产品厚度的0.4倍。
3.筋在斜面连接的以实际连接截面上距离为最大厚
度。
4.若筋位不在A面和B面的背面或不直接与产品背面
连接或筋在R角面上,筋位厚度可不考虑以上3条,
最多可加厚至基本壁厚的0.7~1倍
5.筋位加0.2度脱模斜度后其最薄处厚度:大件≥
0.7毫米小件≥0.6毫米,极小件除外。
6.大面积的筋位,不起支撑作用的,高度做到5mm
以下
结构及
成型要
求
螺丝柱
根部掏
空
经验值
经验值
8粘前模经验值
9其他
经验值
产品蚀纹与拔模角关系:0.025mm/1°经验值
经验值
经验值经验值
2
分型线
1:若无法避免,需相关部门确认经验值
3
出模方向
经验值
避免深度较深的窄槽结构模具要求
拔模角
1 1.非皮纹的外观大面(A面和B面)拔模角一般≥3°(一般长度超过80mm,高度超过27mm称为大面)
2.一般情况下产品外观侧面粗皮纹拔模角≥7°;细皮纹拔模角≥3°
3. 掏空结构斜顶在移动区间左图所示面需有最小1°以上的脱模角度,其余的内部侧面单面与侧抽方向脱模角大于2°以上
5.插穿面与开模方向角度≥7°,特殊情况需要模具确认。
4.格栅、音响孔等阵列结构(只在定模侧成型)拔模角≥5°
1.避免出现在外表面(A面)上。
2.分型线尽量隐藏到R角线下面2.分型线形状光顺、规则,严禁出现锯齿状外观面
3.(A面)上若无法避免镶件或滑块的拼接线,考虑是否可做美工槽淡化拼接线。
1.同一特征上的出模方向必须一致(如右上图)
2.卡扣滑块侧抽方向尽量一致,如不能一致也须确保滑块斜顶在运动过程里不干涉。
1.根部减薄:
当掏空结构壁厚不能满足上面筋位厚度要求时,掏空结构要有根部减薄,按筋位厚度要求执行,减薄高度为3-5mm
2.掏空结构最小空间高度应H≥4mm
1:卡扣座最小布置宽度要求:40mm
2:卡钩最小布置宽度要求:15mm(若与长度方向平行则不考虑此条)
6
掏空结构
根部减薄部位1 °
做成一个方向
4
斜顶结构需
求移动空间L经验值
5模具薄弱结
构
经验值
求
1:斜顶成型的部位应留有足够的移动空间
A:超大型件一般最小按L= L1+45mm计算
B:大件最小按L= L1+35mm计算
C:中型件一般最小按L= L1+20mm计算
D:小件最小按L=L1+7mm计算
(注:产品长度小件小于200mm;中型件:200≤L<600;
大件600≤L<900; 超大型件L≥900,单位mm)
2:斜顶运动过程中不得有产品结构(在斜顶上的沟槽、前
方移动空间
里的筋、台阶面或斜面、翻边、侧边弧面、局部插穿面
等)阻碍,判定依据右图。
1:产品避免出现狭长缝隙、模具上出现薄片,
要求:产品上槽高度与槽宽比例≤3
2:避免因产品滑块、斜顶、直顶导致的锐边结构
L1
图中红色部位槽宽约3mm,深约
14mm对应到模具上,钢料较为单薄
红色面阻碍斜顶运动