设备综合效率统计表
设备综合效率统计表
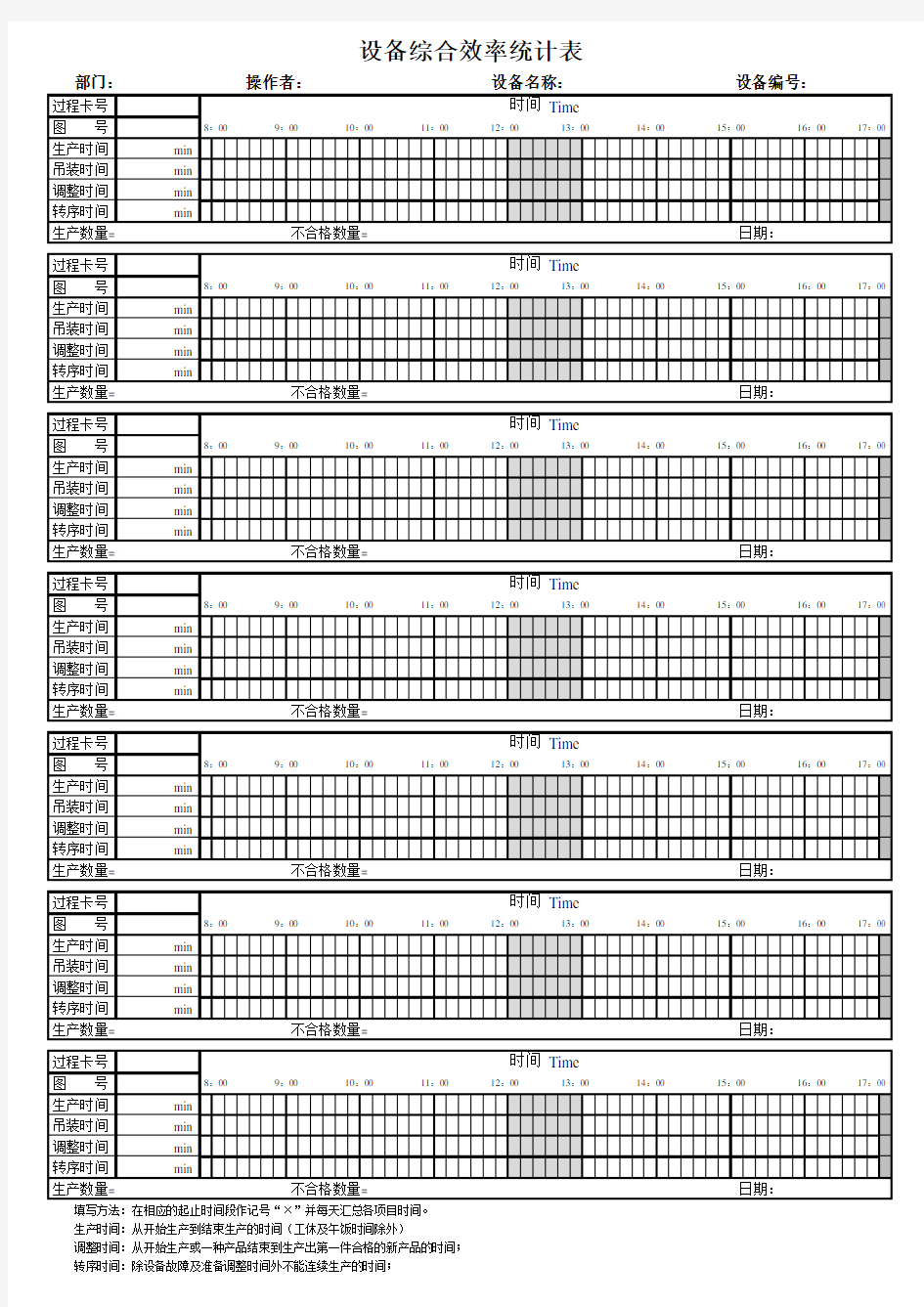
填写方法:在相应的起止时间段作记号“×”并每天汇总各项目时间。
生产时间:从开始生产到结束生产的时间(工休及午饭时间除外)
调整时间:从开始生产或一种产品结束到生产出第一件合格的新产品的时间;
转序时间:除设备故障及准备调整时间外不能连续生产的时间;
机电设备管理三率的统计方法和要求
机电设备三率统计方法和要求 一、设备完好标准依据: 1、煤炭工业部办法的《煤矿矿井机电设备完好标准》; 2、现行的国家标准、《煤矿安全规程》等有关文件及煤矿的实践经验。 3、零部件齐全完整。 4、性能良好,出力和精度达到要求,能耗在规定的范围内。 5、安全防护装置齐全可靠。 6、设备环境整洁。 7、与设备完好有直接关系的记录和技术资料齐全准确。 二、考核范围: 大型固定设备、电气设备、防爆电气设备、五小电气、矿灯、自救器。 三、完好率统计计算方法: 1、机电科每月统计,报机电矿长审批,建档。 完好率计算公式: 设备完好率=借出台数借入台数在籍台数完好设备台数 -+×100% 在籍台数包括:使用、备用、待修、闲置、库存、借出台数。 借入台数包括:借入、租入台数。 四、待修率统计计算方法: 1、设备待修率=待修台数/在籍台数。
五、事故率统计计算方法: 出现机电设备事故后,由机电事故分析小组牵头,调查设备损坏原因,找出使用责任,检修责任,主要责任,次要责任,落实到人。机电科建立事故台帐,进行事故追究。 1、机电事故台帐内容:事故类型、时间、损失、责任人、经过及原因分析、处理结果、采取措施。 2、机电事故统计月报表:事故类型、次数、影响时间。 事故率=事故影响当月产量/当月计划产量 事故率=事故影响当月系统运转时间/当月计划运转时间 六、考核方法: 1、大型固定设备每月全部检查一次。 2、电气设备每月全部检查一次。 3、矿灯每月抽样检查一次,检查台数不少于在籍台数的30%。 4、自救器每月抽样检查一次,检查台数不少于在籍台数的30%。 5、五小电气每月抽样检查一次,检查台数不少于在籍台数的30%。 6、防爆电气设备每月抽样检查一次,检查台数不少于在籍台数的30%。 登封市仟祥煤业有限责任公司
设备综合效率OEE的计算方法
OEE的计算方法 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。 1、 OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率 其中,时间开动率 = 开动时间/负荷时间 而,负荷时间 = 日历工作时间-计划停机时间 开动时间 = 负荷时间–故障停机时间–设备调整初始化时间 性能开动率 = 净开动率×速度开动率 而,净开动率 = 加工数量×实际加工周期/开动时间 速度开动率 = 理论加工周期/实际加工周期 合格品率 = 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 OEE还有另一种表述方法,更适用于流动生产线的评估, 即 OEE= 时间开动率×性能开动率×合格品率 而,时间开动率 = 开动时间/计划利用时间 而,计划利用时间 = 日历工作时间-计划停机时间 开动时间 = 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 其中,计划节拍数 = 开动时间/标准节拍时间
设备综合效率计算
设备综合效率计算 影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:设备综合效率=时间开动率×性能开动率×合格品率 时间开动率=(工作时间/负荷时间)×100% 这里,负荷时间为规定的作业时间除去每天的停机时间,即 负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率 速度开动率=(理论加工周期/实际加工周期)×100% 净开动率=(加工数量×实际加工周期/开动时间)×100% 这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 实际上 性能开动率=速度开动率×净开动率= 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则 净开动率=0.8×400/400=80% 速度开动率=0.5/0.8=62.5% 性能开动率=80%×62.5%=50% 合格品率=((加工数量-不合格品数量)/加工数量)×100% 【例3】如果仍延用上面的例子,假如设备合格品率为98%,则 设备综合效率(全效率)=87%×50%×98%=42. 6% 我们把上面的公式和例子总结成以下的序列,得到 (A)每天工作时间=60×8=480min。 (B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。 (C)每天负荷时间=A-B=460min。 (D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。 (E)每天开动时间=C-D=400min。 (F)每天生产数量=400件。
2017质量标准化验收标准
第8部分机电 一、工作要求(风险管控) 1.设备与指标 (1)煤矿各类产品合格证、矿用产品安全标志、防爆合格证等证标齐全; (2)设备综合完好率、小型电器合格率、矿灯完好率、设备待修率和事故率等达到规定要求。 2.煤矿机械 (1)机械设备及系统能力满足矿井安全生产需要; (2)机械设备完好,各类保护、保险装置齐全可靠; (3)积极采用新工艺、新技术、新装备,推进煤矿机械化、自动化、信息化、智能化建设。 3.煤矿电气 (1)供电设计、供用电设备选型合理; (2)矿井主要通风机、提升人员的绞车、抽采瓦斯泵等主要设备,以及井下变(配)电所、主排水泵房和下山开采的采区排水泵房的供电线路符合《煤矿安全规程》要求;
(3)防爆电气设备无失爆; (4)电气设备完好,各种保护设置齐全、定值合理、动作可靠。 4.基础管理 (1)机电管理机构健全,制度完善,责任落实; (2)机电技术管理规范、有效,机电设备选型论证、购置、安装、使用、维护、检修、更新改造、报废等综合管理程序规范,设备台账、技术图纸等资料齐全,业务保安工作持续、有效; (3)机电设备设施安全技术性能测试、检验及探伤等及时有效。 5.岗位规范 (1)建立并执行本岗位安全生产责任制; (2)管理、技术以及作业人员掌握相应的岗位技能; (3)规范作业,无违章指挥、违章作业和违反劳动纪律(以下简称“三违”)行为; (4)作业前进行安全确认。 6.文明生产
(1)现场设备设置规范、标识齐全,设备整洁; (2)管网设置规范,无跑、冒、滴、漏; (3)机房、硐室以及设备周围卫生清洁; (4)机房、硐室以及巷道照明符合要求; (5)消防器材、绝缘用具齐全有效。 二、重大事故隐患判定 本部分重大事故隐患: (1)使用被列入国家应予淘汰的煤矿机电设备和工艺目录的产品或者工艺的; (2)井下电气设备未取得煤矿矿用产品安全标志,或者防爆等级与矿井瓦斯等级不符的;(3)单回路供电的(对于边远地区煤矿另有规定的除外); (4)矿井供电有两个回路但取自一个区域变电所同一母线端的; (5)没有配备分管机电的副矿长以及负责机电工作的专业技术人员的。 三、评分方法
OEE设备综合效率计算方法案例讲解
OEE设备综合效率计算方法案例 影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式: 设备综合效率=时间开动率×性能开动率×合格品率 这里,负荷时间为规定的作业时间除去每天的停机时间,即负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是 负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率 这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 实际上 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则净开动率=0.8×400/400=80%速度开动率=0.5/0.8=62.5% 性能开动率=80%×62.5%=50%
【例3】如果仍延用上面的例子,假如设备合格品率为98%,则 设备综合效率(全效率)=87%×50%×98%=42. 6%我们把上面的公式和例子总结成以下的序列,得到(A)每天工作时间=60×8=480min。(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。(C)每天负荷时间=A-B=460min。(D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。(E)每天开动时间=C-D=400min。(F)每天生产数量=400件。(G)合格品率=98%。(H)理论加工周期=0. 5min/件。(I)实际加工周期= 0. 8min/件。(J)实际加工时间=I×F=0. 8×400=320min。(K)时间开动率=(E/C ×100%=(400/460)×100%=87%。(L)速度开动率=(H/I)×100%= (0. 5/0.8×100%=62.5%。(M)净开动率=(J/E× 100%=(320/400×100%=80%。(N)性能开动率=L×M×100%=0. 625×0. 80 ×100%=50%。最后得设备综合效率(全效率)=K×N×G×100%=0.87×0.50×0.98×100%=42.6% 日本全员生产维修体制中,要求企业的设备时间开动率不低于90%,性能开动率不低于95%,合格品率不低于99%,这样设备综合效率才不低于85%。这也是TPM所要求达到的目标。 如前所述,提高设备综合效率主要靠减少六大损失。图1-1就把全效率的计算和减少六大损失联系起来。
设备综合效率OEE计算公式和方法1
设备综合效率O E E计算公式和方法1 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
设备综合效率OEE计算公式和方法实例 影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性开动率和合格品率反映出来,故得到下面设备综合效率公式: 设备综合效率=时间开动率×性能开动率×合格品率 这里,负荷时间为规定的作业时间除去每天的停机时间,即 负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是 负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率 这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400件零件加工,理论加工周期为,实际加工周期为。则 净开动率=×400/400=80% 速度开动率==% 性能开动率=80%×%=50% 【例3】如果仍延用上面的例子,假如设备合格品率为98%,则 设备综合效率(全效率)=87%×50%×98%=42. 6%
OEE 设备综合效率 计算方式
设备管理好帮手 -----OEE(设备综合效率)计算方式 纸箱厂进行整体生产时规划时,目标之一就是提高设备的使用效率,让每台设备对 的每个零件都能最大限度地发挥其潜力即生产能力,并且能够始终保持稳定状态。 为了使生产速度最大化,必须首先了解导致生产速度下降的原因,并采取相应的措施。在这些解决措施中,设备综合效率分析(OEE)是一种非常实用的、有效的设备管理方式,可以帮我们了解设备的潜在的生产能力。 (OEE)是世界级稳定性组织(WCR)中一个非常重要的测量手段.借助OEE,可以与六大损失相关联(故障/停机损失、换装和调试损失、空闲和暂停损失、减速损失、质量缺陷和返工损失、启动损失)。有三大测量指标:设备利用率、生产速度和合格产品率。 六大损失包括 故障/停机损失(Equipment Failure/Breakdown) 设备故障/停机损失是指故障停机造成时间损失,这将减少合格产品数量。如果出现设备故障或停机,就需要对设备进行维修处理。在平时,应该采取正确预防性保养措施、改进操作程序、改进生产设计以防止故障发生。要减少设备故障,生产部门与维修商之间良好的合作与沟通也非常重要。 预防性保养技术包括震动检测、定期上油和温度记录分析,用以防止设备故障的发生。如果出现机器故障,可以采取根本原因分析(RCFA)法来确定导致故障的根源。RCFA可以使企业解决故障问题从事后处理转变为事前处理。RCFA切实有效的“寻根溯源”解决方案能够消除或转移故障发生以及造成的影响。 换装和调试损失(Setup and Adjustment) 换装和调试损失是指在生产不同产品时定单切换时间损失。定单切换时间损失不归入计划停机时间范畴。 空闲和暂停损失(Ldling and Minorsyoppage Losses) 空闲和暂停损失是指由于错误操作而停顿或设备本身发生的短暂停机时间损失。通常在5-10分钟之间,还包括一些小调整或类似清洗之类的活动造成的时间损失。不包括运送原料造成的时间损失。 减速损失(Reduced Speed Losses)
设备综合效率OEE计算公式和方法1
设备综合效率OEE计算公式和方法实例 影响设备综合效率的主要原因是停机损失、 速度损失和废品损失。它们分别由时间开动率、性开动率和合格品率反映出来,故得到下面设备综合效率公式: 设备综合效率=时间开动率X性能开动率X合格品率 这里,负荷时间为规定的作业时间除去每天的停机时间,即 负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机 时间是20min ,而故障停机为20min ,安装工夹具时间为20min,调整设备时间为20min。于是 负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率X净开动率
这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400 件零件加工,理论加工周期为,实际加工周期为。则 净开动率=X 400/400=80% 速度开动率==% 性能开动率=80%X %=50% 【例3】如果仍延用上面的例子,假如设备合 格品率为98%,则 设备综合效率(全效率) =87%X 50%X 98% =42. 6% 我们把上面的公式和例子总结成以下的序列,得到 (A)每天工作时间=60X 8=480min。 (B)每天计划停机时间(生产、维修计划、早晨
设备综合效率值的计算
一流设备综合效率值(OEE)如何达成 设备综合效率(OEE) 开始实施OEE之前,我们先要对现有的设备效率进行估算。这是第一步,完成估算后,把所得的数值和应该而且能够达到的数值相比照,结果往往让很多人大吃一惊。由于设备构造日益复杂,运行速度越来越快,生产的自动化程度也不断升高。随着客户开始提出更高的产量和质量要求,他们对供应商的期望也越来越高。因此,我们生产并提供给客户的产品质量,也越来越多地取决于我们企业和设备的质量和效率。 为保证工厂设备尽可能高效地运转,我们需要建立一种能被行业人士普遍接受的效率衡量标准。 OEE包括以下几方面: 1.设备利用率 设备实际生产时间与设备设计运转时间的比率 2.生产速率 设备以设计速度生产的时间占总生产时间的比率 3.产品合格率 设备运转时,合格产品数与产品总数的比率 公式可简单表示为:OEE=设备利用率×生产速率×合格产品率×100 业内OEE标准 那么业内世界一流的OEE标准是多少呢?一流的瓦线OEE值通常为55%~60%,并可望达到65%以上。很多纸箱厂刚开始进行OEE评估时,OEE值通常在30%~35%之间。对加工机器来说,OEE值如果高达80%就便被认为达到了世界一流水平。因此,全厂的OEE目标值应设定在50%~55%。 为什么OEE值通常只能达到这么低的水平而不能更接近100%呢?同大多数行业一样,纸箱业内各厂会遭受以下几大OEE损失,必须对其仔细分析、充分认识才能设定正确的目标,使OEE值最大化。
六大损失 1.故障/停机损失:因设备失灵,或出现故障,或突然停止运转而产生。 2.换单和调试损失:当一个订单加工完毕,生产程序需要转换,机器也需进行重设来满足下一个订单的生产,这样会引起换单和调试损失。通常因为不能进行有效的订单切换,这段时间会过长。这些都属于停机损失,会降低设备的利用率。 3.空闲和暂停损失:当生产因临时故障而暂停,或机器闲置时会产生这种损失。这类问题容易解决,但常被忽略;不过,对生产率的影响不容小视。 4.减速损失:如果设备安装不精准,运转速度达不到规定的标准速度,就会产生减速损失。这种损失会降低设备总体的生产速度。 5.开机损失:开机损失是指在生产运转初始阶段因出现失误或短暂停机造成的产品质量损失。 6.质量损失(废品/返工):生产出来的产品质量不符合客户要求而导致返工所造成的损失。这类损失会降低合格产品率。 如果你的工厂也想引进TPM系统,首先要进行深入细致的研究,根据自身需求做好规划,并按照自己的节奏推行TPM系统。要想获得成功,还需彻底改变组织内部的一些陈旧的文化与习惯。经验表明,开始推行时选择一台机器或一个工段进行示范是很有必要的,但也许更重要的是系统得到普遍推广并且人人都懂得运用。 有必要重申一下,TPM只是一个过程,要想获得成功需付出艰苦的努力。但是由此带来的成本节省和产量增长总是促使我们进行改善的巨大动力。不过这也需要付出一定的代价,关键是要花费更多的时间在生产维护上。 要使器尽量维持在最初的状态,势必在短期内增加工程预算成本。 重点的改善和必要的改变必须尽快付诸实施以便能使强大地动力和高昴的士气得以维持。 维护策略——使设备正常运转 维护和修理策略已经有一大堆了,尽管俗话说“预防胜于治疗”,但仍有充分的理由把预防策略和故障检修策略结合起来。不过,保持二者间的平衡也很重要,这在很大程度上取决于工厂的规模和厂内的设备情况。 故障检修或紧急检修就是在设备不能运转时,采用各种方法使其恢复到正常运转的状态(一直运转设备,待其出现故障后才进行检修)。故障检修不必让设备保持到初始的运转状态。有时对设备进行的临时修理,只能使其维持一定程度的生产状态,还要等到方便时,再按计
设备管理三率的统计方法和要求
设备管理三率的统计方法和要求 一、 设备完好标准: 依据:1、煤炭工业部办法的《煤矿矿井机电设备完好标准》; 2、现行的国家标准、《煤矿安全规程》等有关文件及煤矿的实践经验。 1、 零部件齐全完整。 2、 性能良好,出力和精度达到要求,能耗在规定的范围内。 3、 安全防护装置齐全可靠。 4、 设备环境整洁。 5、 与设备完好有直接关系的记录和技术资料齐全准确。 二、 完好率统计计算方法: 1、 基层各使用单位每月统计,上报机电科,机电科统计汇总全矿三率数据,生成统计报表。报表格式附后。 完好率计算公式: 设备完好率=借出台数借入台数在籍台数完好设备台数 -+×100% 在籍台数包括:使用、备用、待修、待报废、闲置、库存、借出台数。 借入台数包括:借入、租入台数。 2、每月由矿机电负责人组织机电、安监等有关部门的专业人员组成检查评定小组,对基层检查评定结果进行核实。 抽检完好率计算公式: 抽检完好率=抽检设备总台数抽检完好设备台数 ×100% 三、 待修率统计计算方法:
1、设备待修率=待修台数/在籍台数。 四、事故率统计计算方法: 出现机电设备事故后,由机电事故分析小组牵头,调查设备损坏原因,找出使用责任,检修责任,主要责任,次要责任,落实到人。机电科建立事故台帐,进行事故追究。 1、机电事故台帐内容:事故类型、时间、损失、责任人、经过及原因分析、处理结果、采取措施 2、机电事故统计月报表:事故类型、次数、影响时间、产量 事故率=事故影响当月产量/当月计划产量或 =事故影响当月系统运转时间/当月系统计划运转时间。 五、三率统计表: 设备完好率、待修率、事故率统计表 填报单位:年月 单位负责人:报表人:
oee设备综合效率表格
竭诚为您提供优质文档/双击可除oee设备综合效率表格 篇一:oee设备综合效率三种叫法和计算公式并举例子oee(设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有 多少时间是有价值的开动时间。 叫法之一: oee=时间开动率×性能开动率×良品率 即: (1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。 时间开动率=(负荷时间—停止时间)/负荷时间*100% (2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。 性能开动率=(基准节拍*产量)/开动时间*100% (3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。 良品率=合格品件数/生产总件数*100%
叫法之二: oee=时间利用率*设备性能率*产品合格率=(合格的产 品*设计速度)/负荷时间 1.时间利用率=(负荷时间-停机损失)/负荷时间 *100%=(有效)利用时间/负荷时间 2.设备性能率=(生产产品数*设计速度)/利用时间*100% 3.质量合格率=(生产产品数-不合格品)/生产产品数 *100% 其实:设计速度即基本节拍 工厂/车间的设备综合效率 =(1#设备综合效率*产量+2#设备综合效率*产量+…+n#设备综合效率*产量)÷总产量 叫法之三: oee=可使用率x工作表现率x品质率 1.可使用率:指实际运转时间与可用时间(负荷时间)之比。 (1)可用时间:指从一天(或一个月)的工作时间中, 减去生产计划、计划保养,以及日 常管理上必要的的停顿时间后所剩下的时间。 (2)停机时间(停止时间):指因故障、setup、调整、更换模具等所停止的时间。 (3)公式:可使用率=(可用时间-停机时间)/可用时
设备综合效率计算
设备综合效率 作者:未知文章来源:网上搜集点击数:更新时间:2006-10-14 21:38:33 影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式: 设备综合效率=时间开动率×性能开动率×合格品率 这里,负荷时间为规定的作业时间除去每天的停机时间,即 负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是 负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率 这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 实际上 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则
净开动率=0.8×400/400=80% 速度开动率=0.5/0.8=62.5% 性能开动率=80%×62.5%=50% 【例3】如果仍延用上面的例子,假如设备合格品率为98%,则 设备综合效率(全效率)=87%×50%×98%=42. 6% 我们把上面的公式和例子总结成以下的序列,得到 (A)每天工作时间=60×8=480min。 (B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。 (C)每天负荷时间=A-B=460min。 (D)每天停机损失=60min(其中故障停机=20min,安装准备=20min,调整=20min)。 (E)每天开动时间=C-D=400min。 (F)每天生产数量=400件。 (G)合格品率=98%。 (H)理论加工周期=0. 5min/件。 (I)实际加工周期= 0. 8min/件。 (J)实际加工时间=I×F=0. 8×400=320min。 (K)时间开动率=(E/C) ×100%=(400/460)×100%=87%。 (L)速度开动率=(H/I)×100%= (0. 5/0.8)×100%=62.5%。 (M)净开动率=(J/E)× 100%=(320/400)×100%=80%。 (N)性能开动率=L×M×100%=0. 625×0. 80 ×100%=50%。 最后得 设备综合效率(全效率)=K×N×G×100%=0.87×0.50×0.98×100%=42.6% 日本全员生产维修体制中,要求企业的设备时间开动率不低于90%,性能开动率不低于95%,合格品率不低于99%,这样设备综合效率才不低于85%。这也是TPM所要求达到的目标。 如前所述,提高设备综合效率主要靠减少六大损失。图1-1就把全效率的计算和减少六大损失联系起来。 由于不同资料,对设备综合效率中英文单词的译法不尽相同。为了便于读者对照参考,现给出以上计
1-4 电设备待修率统计表(最新)
萍乡市潘家冲煤矿新峰井 机电设备待修率统计表
2017年 机电设备待修率统计表 日期:年月统计人: 电气设备待修率 设备名称设备型号检查台数待修台数设备待修率局部通风机YBT-5.5KW 隔爆型真空电磁起动器KBZ9-400 /1140 隔爆型真空电磁起动器QBZ-80/660
真空馈电开关KBZ-400A/660 真空开关KBZ-200/1140 真空开关QBZ-80N 高压真空开关BGPSL-50/6G 隔爆型照明信号综保ZBZ-4.0 高压配电装置BJP-10 合计电气设备综合待修率 大型固定设备待修率 设备名称设备型号检查台数待修台数设备待修率+76水泵D25-40×5 +20水泵100D-16×6 +190水泵D12-25×4 防爆抽出式对旋轴流FBCDZNO14/45×2
通风机 1#空压机SCR150Ⅱ-8/SH-380/5AW 2#空压机SCR100D 主提升机JTK-1.6×1.2P 变压器KBSG-200/6 变压器S11-MRL-800 变压器S11-M·L 变压器KS11-315 大型固定设备综合待修率 机电设备待修率统计表统计人:日期:年月 机电设备待修率统计表 日期:年月统计人:
小型电气设备待修率 设备名称设备型号检查台数待修台数设备待修率语音信号装置KTH177 5 隔爆型声光电铃BAL-127 矿用隔爆型接线盒BHDZ-25A 矿用隔爆型接线盒BHDZ-40A 矿用隔爆型接线盒BHDZ-100A 矿用隔爆型接线盒BHDZ-200A 矿用隔爆型接线盒BHDZ-400A LED巷道灯DGS13 矿用隔爆型控制按钮BZA10 合计小型电器设备综合待修率
设备综合效率OEE详解
设备综合效率OEE详解 OEE的定义 一般,每一个生产设备都有自己的最大理论产能,要实现这一产能必须保证没有任何干扰和质量损耗。当然,实际生产中是不可能达到这一要求,由于许许多多的因素,车间设备存在着大量的失效: 例如除过设备的故障,调整以及设备的完全更换之外,当设备的表现非常低时,可能会影响生产率,产生次品,返工等。 OEE是一个独立的测量工具,它用来表现实际的生产能力相对于理论产能的比率。国际上对OEE的定义为:OEE是Overall Equipment Effectiveness(设备综合效率)的缩写,它由可用率,表现性以及质量指数三个关键要素组成,即: OEE=可用率X 表现性X质量指数。 其中: 可用率=操作时间/ 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等。 表现性=理想周期时间/ (操作时间/ 总产量)=(总产量/ 操作时间)/ 生产速率 表现性考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。 质量指数=良品/总产量 质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。下面表格是六大损失的说明及其与OEE的关系: 表一六大损失与OEE的关系 OEE计算实例 我们举一个例子来说明OEE的计算方法: 设某设备某天工作时间为8h, 班前计划停机15min, 故障停机30min,设备调整25min, 产品的理论加工周期为0.6 min/件, 一天共加工产品450件, 有20件废品, 求这台设备的OEE。 根据上面可知:
设备综合效率OEE的计算方法图文稿
设备综合效率O E E的 计算方法 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
设备综合效率OEE的计算方法 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全来反映。本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。 1、 OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率 其中,时间开动率 = 开动时间/负荷时间 而,负荷时间 = 日历工作时间-计划停机时间 开动时间 = 负荷时间–故障停机时间–设备调整初始化时间 性能开动率 = 净开动率×速度开动率 而,净开动率 = 加工数量×实际加工周期/开动时间 速度开动率 = 理论加工周期/实际加工周期 合格品率 = 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动低等项性能损失;合格品率度量了设备加工废品损失。 OEE还有另一种表述方法,更适用于流动生产线的评估, 即 OEE= 时间开动率×性能开动率×合格品率 而,时间开动率 = 开动时间/计划利用时间 而,计划利用时间 = 日历工作时间-计划停机时间 开动时间 = 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 其中,计划节拍数 = 开动时间/标准节拍时间 合格品率 = 合格品数量/加工数量 这与前述的OEE公式实际上是同一的。 计算:停机时间 = 115+12 = 127 min? 计划开动时间 = 910 – 127 = 783 min? 时间开动率 = 783/910 = 86% 计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261? 性能开动率 = 203/261 = 77.7% 合格品率 = 一次合格品数/完成产品数 = 152/203 = 74.9%
(设备管理)设备综合效率
设备综合效率 影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式: 设备综合效率=时间开动率×性能开动率×合格品率 这里,负荷时间为规定的作业时间除去每天的停机时间,即 负荷时间=总工作时间-计划停机时间 工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。 【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是 负荷时间=480-20=460min 开动时间=460-20-20=400min 时间开动率=速度开动率×净开动率 这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。 实际上 从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。 【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则 净开动率=0.8×400/400=80% 速度开动率=0.5/0.8=62.5% 性能开动率=80%×62.5%=50% 【例3】如果仍延用上面的例子,假如设备合格品率为98%,则 设备综合效率(全效率)=87%×50%×98%=42. 6% 我们把上面的公式和例子总结成以下的序列,得到
设备综合效率计算
MEASURING OVERALL EQUIPMENT EFFECTIVENESS OEE计算 Overall Equipment Effectiveness shows “the amount or productive service that equipment provides”. It quickly highlights where improvement can be pursued. Analyzing the pieces that make up the OEE calculation will provide guidance on where to identify causes of loss or waste, and eliminate them. OEE显示了设备提供的数量或生产性服务。它能较快地突出需要改善的地方。分析OEE计算的各项,能为识别损失或浪费原因,并消除这些原因提供指导。 OEE is a mathematical measure that combines Equipment Availability, Performance (Speed), and Quality so that you can see the combined effect on equipment operation. OEE是结合设备可用率,表现率(速度)和合格率的数学计算,可以看到设备运转的综合效应。 OEE = Availability x Performance x Quality Rate 设备综合效率=可用率X表现率X合格率 In theory, equipment could operate at 100% OEE, but in real life this is virtually impossible. Initially you should not be surprised if equipment OEE is very low. Over time as you track the measure and apply the improvement process to root causes of waste and loss, you will drive the number higher. Remember this measure is a strong indicator of bottom line performance, so even small sustainable gains will drive gains in productivity, cost, machine availability, and energy use. 理论上,设备可以以100%的OEE运作,但实际生产中这是不可能的。刚开始,如果设备OEE很低,无需感到惊讶。随着你跟踪计算,改善浪费和损失的根本原因,就能提高数值。记住,这个计算是最低性能的指示,所以即使小幅度的持续增长,也能为产量,成本,机器可用率和能源使用带来改进。 Calculating OEE 计算OEE Availability 可用率 Availability reflects the amount of time a piece of equipment is actually in operation versus the amount of time it was scheduled to be in operation. 可用率反映了设备实际工作的时间占计划工作时间的比例 Availability = Scheduled Operating Time – Downtime = Actual Operating Time Scheduled Operating Time Scheduled Operating Time 可用率= 计划工作时间–停机时间 = 实际工作时间 计划工作时间计划工作时间 Scheduled Operating Time is the amount of time the equipment should be in operation. It does not include periods of planned “employee” downtime like meetings, breaks, and meals. It does not include periods of
机电设备运行考核办法
机电设备运行考核细则 依照公司精细化治理的要求,为管好、用好机电设备,合理操纵费用,提高标准化水平,降低机电事故,在保证生产的前提下,结合我矿实际情况,制定以下方法。 一、费用指标与考核(甲供材料) 1、各区队的材料领用必须由各队队长审核签字、上报机电部审核、分管领导批示后方可领用;阻碍生产的急用材料,能够先领用后审批,但必须先报机电部同意,无专门情况任何人不得私自领用材料,一经发觉,不予审批出库。 2、所领用材料、单件超过5000元,总金额超过30000元的材料,除按正常审批程序审批外,必须经总经理或副总经理加批后方可领用。 3、每月25日报机电部的材料消耗统计表,必须经各区队领导签字后,将纸版和电子版报机电部,数据必须真实准确。 4、各区队领用的配件、工具、油脂等材料,每月必须按规定进行废旧材料配件退库工作,并及时将废旧材料退库单上交机电部登记,没有办理退库手续的单位,按材料原值对责任单位进行处罚。 5、所有的安装工程领用的材料,在安装完毕验收时,必须和实际使用数量认真核对,超出实际使用量的10%易耗品,5%的阀门、弯头、三通、电缆、钢材类、管线类等材料,由安装单位退库或从
其工程款扣除,不按要求安装造成返工、材料超出设计预算的,材料费由安装单位负担。 6、材料使用单位因保管不善,造成配件材料损坏、丢失的,对保管员和负责人按材料原价进行处罚。 7、关于可回收利用的、可修复的材料配件,各区队必须回收利用,严禁乱丢乱扔,关于不回收的单位,按材料原值进行处罚。 二、设备考核指标 全矿机电设备综合完好率达到90%;大型固定场所及硐室设备完好率100%;防爆电气设备及小型电器防爆率100%;小型电气合格率95%;电缆吊挂合格率95%;矿灯完好率95%;设备待修率5%;机电事故率不超1%;采掘设备完好率要达到90%;各种设备的安全爱护装置齐全、可靠符合(安规)要求,合格率100%。各单位月设备完好率以机电部月检查数据为准,完好率每降低1 %,事故率、待修率每上升1 %,每降一个百分点罚1000元,。 设备维护保养方面,静密封泄漏率≤0、5‰,超指标点数每个罚200元;动密封泄漏率≤2‰,超指标点数每个罚200元;按打算检修准确率≥90%,超指标酌情给予一定处罚;打算检修完成率≥90%,超指标酌情给予一定处罚。 每月区队费用,要分解到每一名检修工,使资金、材料、配件能对应转换,可动态分解使用。区队有费用分解方案,明确设备治理人员,查找设备维护检修中的漏洞和不足,分析数据要真实、准确,并提出改进措施,使之完善逐步符合生产实际。将分析总结报
设备综合效率是Overall Equipment Effectiveness
设备综合效率是Overall Equipment Effectiveness,简称OEE。一般,每一个生产设备都有自己的理论产能,要实现这一理论产能必须保证没有任何干扰和质量损耗。OEE就是用来表现实际的生产能力相对于理论产能的比率,它是一个独立的测量工具。 OEE是由可用率,表现性以及质量指数三个关键要素组成: 设备综合效率(OEE)理论运用[1] OEE=可用率*表现指数*质量指数 其中: 可用率=操作时间/计划工作时间 它是用来评价停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原材料短缺以及生产方法的改变等。 表现指数=理想周期时间/(操作时间/总产量)=(总产量/操作时间)/生产速率 表现性是用来评价生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。 质量指数=良品/总产量 质量指数是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。 OEE的另一种计算公式 OEE=时间开动率×性能开动率×合格品率 其中,时间开动率= 开动时间/负荷时间 而,负荷时间= 日历工作时间-计划停机时间 开动时间= 负荷时间□故障停机时间□设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间) 性能开动率= 净开动率×速度开动率
而,净开动率= 加工数量×实际加工周期/开动时间 速度开动率= 理论加工周期/实际加工周期 合格品率= 合格品数量/ 加工数量 全局设备效率OEE是一种简单实用的生产管理工具,在欧美的制造业和中国的跨国企业中已得到广泛的应用,全局设备效率指数已成为衡量企业生产效率的重要标准,也是TPM (Total Productive Maintenance)实施的重要手法之一。 OEE的第一次应用可以追溯到1960年.将它用于TPM (全员生产维修)的关键度量值。TPM是一种工厂改善方法.通过调动员工的主人翁精神来调动员工的自主性.从而持续、快速地改善制造工艺水平。 OEE的应用范围 1、机台设备的OEE(单个的设备) ·单个设备所对应的相同机种相同工序 ·单个设备所对应的不同机种相同工序 ·单个设备所对应的相同机种不同工序 2、非机台设备的OEE(一条生产线、一个工作站),以人为标准: ·相同机种相同工序; ·不同机种相同工序; ·相同机种不同工序。 3、整个工厂的综合效率 实行OEE的作用 ·方便领导宏观查阅生产状况和了解生产信息。 ·使机台设备保持良好的正常运转。 ·使人力与机台设备科学配合,发挥出最大化的潜能。 ·可以帮助管理者发现和减少生产中存在的六大损失。
- OEE设备综合效率提升训练
- 设备综合效率计算
- 设备综合效率值的计算
- (设备管理)设备综合效率
- 设备综合效率
- 设备综合效率OEE计算公式和应用实例
- OEE 设备综合效率 计算方式
- OEE(设备综合效率)定义和计算方式
- 设备综合效率是Overall Equipment Effectiveness
- OEE设备综合效率分析与管理
- 设备综合效率OEE的计算方法
- OEE(设备综合效率)
- OEE设备综合效率计算方式
- 设备综合效率oee计算表 (1)
- 设备综合效率计算公式详解
- 设备综合效率OEE统计表
- 设备综合效率OEE计算表(更新)
- 设备综合效率计算标准
- OEE(设备综合效率)分析与管理PPT课件
- 设备综合效率改善ppt课件